




一、項目簡介
1. 江蘇新瑞機械有限公司坐落於(yu) 江蘇常州,是一家專(zhuan) 業(ye) 從(cong) 事數控設備的研發、生產(chan) 、銷售和服務的現代化製造型企業(ye) 。公司主要產(chan) 品覆蓋立式加工中心全部係列、數控車床全部係列、SR係列壓鑄機全部係列,具有高速度、高精度、高可靠性等特點。新瑞機械秉承“務實敬業(ye) 、合作高效、銳意進取、精益求精”的企業(ye) 精神,把一流的產(chan) 品貢獻給客戶,把永不滿足留給企業(ye) ,把信心、技術和競爭(zheng) 力來實現“構築業(ye) 界一流企業(ye) ,爭(zheng) 創業(ye) 內(nei) 第一品牌”的承諾。
2. 壓鑄機的主要工作原理是壓鑄成型。在高壓的作用下,使液態或半液態的金屬,以較高的速度填充壓鑄型型腔,並在壓力下成型和凝固而獲得鑄件的方法。係統有2組比例閥:比例壓力和比例流量,用來控製機器的液壓動作,如動芯一入、動芯二入、靜芯入、動芯一出、動芯二出、靜芯出、開模、合模、頂針進、頂針退;壓射動作分3步:慢壓射、快壓射和增壓射,由3個(ge) 獨立的步進電機調節油泵的開口;輔機由噴霧機械手、給湯機械手和取件機械手組成,動作速度由畫麵設定,由相應的變頻器控製輸出。
3. 項目當中使用的西門子自動化產(chan) 品的型號、數量、類型、何種控製對象
型號數量類型控製對象
OP270 10 110.4”,256色 HMI
CPU313C
1
24DI,D24V
16DQ,DC24V,0.5A
5AI
2AQ
數字量輸入
數字量輸出,3 PWM輸出
模擬量輸入:給湯機械手湯臂位置,給湯機械手湯勺位置,係統壓力
模擬量輸出:給湯機械手湯臂速度,給湯機械手湯勺速度
SM321332DI,DC24V 數字量輸入
SM32228DQ,DC24V,2A數字量輸出(電磁閥輸出)
SM322316DQ,DC24V,0.5A數字量輸出
SM335
1
4AI
4AQ
模擬量輸入:移模電子尺、壓射電子尺、頂針電子尺、壓射壓力檢測
模擬量輸出:比例壓力、比例流量
IM3651P-BUS擴展機架
RAIL2480mm導軌
MPI Cable15m電纜
4. 照片
新瑞SR150型壓鑄機
二、控製係統構成
1. 硬件配置、係統結構及選擇依據
係統由HMI和S7-300型PLC構成。因為(wei) 有位置、壓力、速度等曲線需要顯示,所以選擇了OP270 10。顯示效果比較好,有操作按鍵,容易維護;由於(yu) 需要3路PWM輸出控製步進電機,所以選擇了CPU313C,幾乎全部利用該CPU的數字量輸入輸出及模擬量輸入輸出,性價(jia) 比非常好;另外,由於(yu) 壓射過程非常快,通常為(wei) 10-50m/s,有時甚至可以達到100m/s以上。係統需要高速采集大量的數據進行顯示、分析和比較,因此選擇了SM335模塊,它的模擬量輸入輸出速度快、精度高,還可以產(chan) 生硬件中斷。
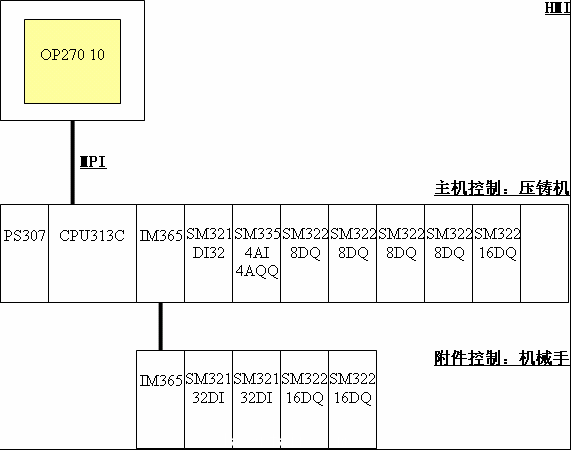
2. 附加係統的硬件配置圖,網絡結構圖,應用中的監視畫麵。
輔機係統主要是由3個(ge) 機械手構成:噴霧機械手、給湯機械手和取件機械手。他們(men) 根據壓鑄機的動作循環,在相應的位置進行動作。
3. 多種可選方案的比較:由於(yu) 有3個(ge) 步進電機需要控製,在選擇方案時考慮過用CPU313C加3個(ge) FM353模塊,該模塊是1軸步進電機定位模塊,最高脈衝(chong) 頻率可達200KHz,但此方案成本太高;考慮到本機器對脈衝(chong) 頻率要求不高,CPU313C模塊中集成的3路PWM輸出脈衝(chong) 頻率可達2.5KHz,已經完全可以滿足係統的要求。因此隻用1個(ge) CPU313C就完成控製要求,性價(jia) 比很完美!
三、控製係統完成的功能
1. 整個(ge) 控製係統可以分為(wei) 人機界麵顯示部分和PLC控製部分。其中PLC控製係統可以分為(wei) 以下幾個(ge) 部分:壓鑄機動作順序控製、壓射曲線顯示、PWM輸出控製和機械手控製。壓鑄機的動作控製如開模合模,是根據不同的位置送出不同的壓力和流量,通常合模分4級,開模分3級。考慮到液壓動作的平滑,本係統加了軟件斜率,在每個(ge) 動作的開始、切換和結束時都要通過斜率平滑過渡,使動作很流暢而且聲音很小。在機器的使用過程中模具的調整很麻煩,自動調模功能自動完成的繁瑣的調節過程,簡化操作;壓射過程對機器的成型非常重要,需要采集大量的位置、壓力和位置數據,壓射動作分3步:慢壓射、快壓射和增壓射,由3個(ge) 獨立的步進電機調節油泵的開口控製壓射的速度;PWM輸出是控製3個(ge) 獨立的步進電機,分別對應慢壓射、快壓射和增壓射的速度。控製上由PLC調用係統功能塊SFB49來實現;本機器配備了3個(ge) 機械手:噴霧機械手、給湯機械手和取件機械手,他們(men) 是可選的。根據壓鑄機的動作循環,在相應的位置進行動作。
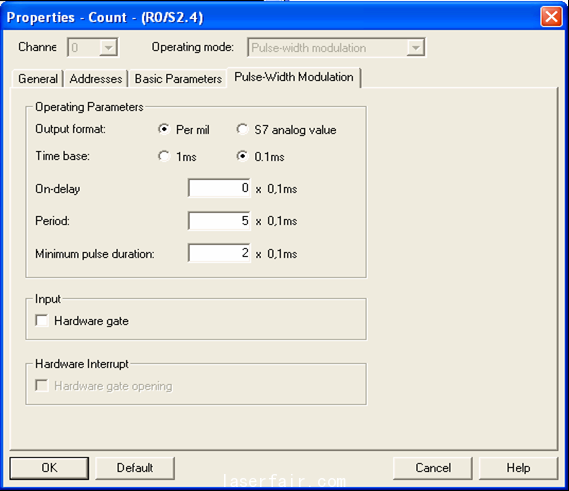
脈寬調製功能是係統集成功能,僅(jin) 需在硬件配置中作簡單設定後,即可在PLC程序中調用SFB49,使用非常方便。
CALL SFB 49 , “DI_PULSE_1”
// 慢壓射
LADDR :=“DI_PULSE_1”.LADDR
// Count Address:768
CHANNEL :=0
SW_EN :=“DI_PULSE_1”.SW_EN
MAN_DO :=“DI_PULSE_1”.MAN_DO
SET_DO :=“DI_PULSE_1”.SET_DO
OUTP_VAL:=“DI_PULSE_1”.OUTP_VAL
JOB_REQ :=“DI_PULSE_1”.JOB_REQ
JOB_ID :=“DI_PULSE_1”.JOB_ID
JOB_VAL :=“DI_PULSE_1”.JOB_VAL
STS_EN :=“DI_PULSE_1”.STS_EN
STS_STRT:=“DI_PULSE_1”.STS_STRT
STS_DO :=“DI_PULSE_1”.STS_DO
JOB_DONE:=“DI_PULSE_1”.JOB_DONE
JOB_ERR :=“DI_PULSE_1”.JOB_ERR
JOB_STAT:=“DI_PULSE_1”.JOB_STAT
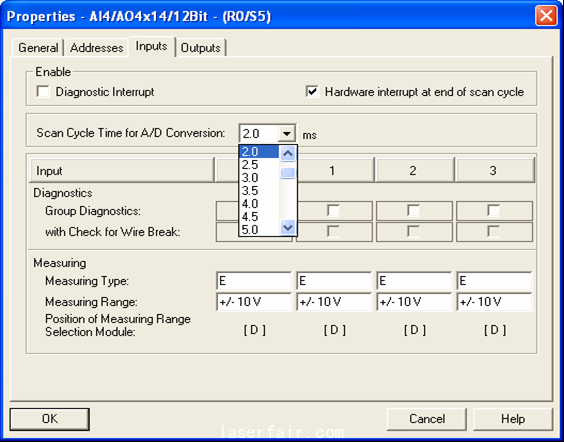
2. 在壓射過程中如何高速采樣位置、壓力和速度數據是項目的難點。在硬件上,我們(men) 選用SM335模塊,它的模擬量輸入處理速度約為(wei) 每通道200us,精度為(wei) 14位,並產(chan) 生硬件中斷OB40。係統中設定了2ms的硬件中斷,在壓射過程中采集位置、壓力和速度數據;在PLC程序方麵,我們(men) 使用了變址尋址的編程技巧,壓縮程序空間,提高運行效率,使係統可以在2ms的中斷周期內(nei) 完成運算;在HMI方麵,配置了TREND曲線,在壓射過程結束後可以馬上更新曲線。
L #Index
SLD 4
LAR1
OPN “DB_Curve”
L #Act_Pos
T DBW [AR1,P#0.0] // Actual Position
L #Act_Prs
T DBW [AR1,P#4000.0] // Actual Pressure
L #Act_Pos
#p#分頁標題#e#L #Act_PosPre
-I
L 33
*I
T DBW [AR1,P#8000.0] // Actual Speed
L #Act_Pos
T #Act_PosPre
L #Index
+ 1
T #Index
3. 附加生產(chan) 工藝當中有特點或較典型的設備或工藝照片。
四、項目運行
係統在2005年4月份投入使用後,運行情況良好,獲得用戶的好評。該方案將用在大型、高檔的壓鑄機上。由於(yu) 壓鑄機的使用環境非常惡劣,因此硬件很可靠性非常重要,S7-300堅固的硬件保證了係統的可靠性。而HMI方麵由於(yu) 使用了OP270 10,操作簡便,顯示效果比較好,也回避了觸摸屏的一些缺點,如不適合使用在多油汙、金屬碎片的環境等。
五、應用體(ti) 會(hui)
項目進行當中,深深地感到西門子自動化產(chan) 品無與(yu) 倫(lun) 比的靈活性。STEP 7強大而便捷的編程功能和PROTOOL靈活自如的組態性能使項目的編程和調試進展非常快。更改容易,維護方便。在PLC的編程中,使用了符號編程,簡單明了,易學易懂易維護。為(wei) 了節約成本,編程中使用模塊化編程和變址尋址,大量壓縮程序空間,否則必須使用更高一擋的CPU314C-2DP。
當然在調試的過程中,也在所難免地遇到了麻煩。PWM輸出原本是集成功能,很方便使用。但由於(yu) 我們(men) 節約成本,使用CPU313C上的數字量輸入點,在沒有配置使用硬件門的情況下,CPU313C上的部分數字量輸入點還是會(hui) 影響3通道的PWM輸出。由於(yu) 西門子手冊(ce) 上的描述也不確切,在求助無門的情況下,對CPU313C上的數字量輸入點一一進行測試並與(yu) 3通道的PWM輸出對照,終於(yu) 弄清楚了硬件門的準確定義(yi) ,完滿解決(jue) 了問題。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們