




已在大批量生產(chan) 和製造中小尺寸構件的汽車製造業(ye) 和其他工業(ye) 部門得到了卓有成效的應用。由於(yu) 質量要求愈來愈高以及材料價(jia) 格的不斷上漲(特別是高級合金鋼材料),現在對於(yu) 以生產(chan) 件數少、規格尺寸大的構件和通用組件,采用激光焊接是有利的。而由於(yu) 在激光光源和激光係統技術領域裏的飛速發展,不斷地出現了高效率的設備和新的焊接應用。人們(men) 在技術上有能力,對於(yu) 板材厚度約高達20 mm的大多數適宜於(yu) 焊接的任務,可以轉向應用激光焊接。激光的優(you) 點主要是可以達到每分鍾好多米的焊接速度,由於(yu) 熱傳(chuan) 遞距離短、熱影響區窄,焊接變形就很小,可單層焊接I形焊縫準備的厚度約達10 mm的鋼板以及有著焊接新的結構前景,例如焊接遮蓋的T形接口。此外,在板料加工中已用激光切割好的板材正好可用於(yu) 隨後的加工,由於(yu) 這種板材有著較高的棱邊質量,這為(wei) 隨後的激光焊接創造了較好的條件。去年高合金鋼的價(jia) 格上漲趨勢也提供了另一個(ge) 支持應用激光技術的理由。這意味著:構件板材厚度可能的減小,可直接降低產(chan) 品的價(jia) 格。隻要能成功,就不會(hui) 由於(yu) 附加的補充加工而失去這種板材厚度的減小。
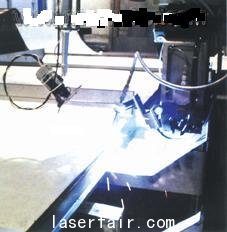
采用焊縫跟蹤技術:激光焊接長的角焊縫
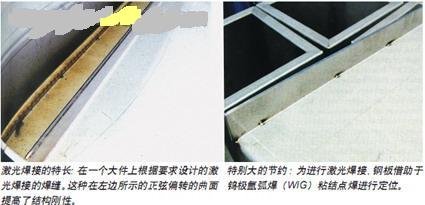
改變構件結構便於(yu) 激光焊接
一個(ge) 來自設備製造業(ye) 的最充滿活力的企業(ye) 利用這種激光焊接工藝,打算高效和低成本地生產(chan) 它的產(chan) 品。在這個(ge) 工廠裏,迄今采用的不鏽鋼材料(1.4301)厚度為(wei) 3 mm和8 mm,用來製造食品工業(ye) 部門的設備。采用這樣的材料厚度並不是出於(yu) 構件必要的穩定性,而其實是要通過迄今采用的鎢極氬弧焊(WIG)工藝的焊接技術,力求盡可能地來避免以後的補充加工(校直)。為(wei) 獲得結構和工藝上的支持以及解決(jue) 設備設計問題,Imawis公司已著手開展焊接測試和進行零批量生產(chan) 。
目前,設計人員的任務是把工藝改變為(wei) 激光焊接工藝,堅持進行試驗,並以減少板厚和顯著降低生產(chan) 費用為(wei) 目標,以較小的生產(chan) 批量和以約1000 mm x 1000 mm x 5000 mm的尺寸生產(chan) 大型零件。專(zhuan) 家們(men) 一開始就探究以前整個(ge) 構件的結構類型,以便得到對激光焊接技術來說是最佳的構件結構。所以對於(yu) 構件結構,考慮到插接式結構是可用來簡化和精確預裝配通用組件的一種結構方式。但是,隻有當接口部位必須不是填隙焊接時才能有這種結構。
另外一個(ge) 認識是,恰恰對於(yu) 較大尺寸的零件和較少生產(chan) 件數的情況,一個(ge) 良好的焊接結構的重要特點在於(yu) 具有簡單的焊縫。所以,連續的直線焊縫應該最好是一種具有不同方向的較短的焊縫。可能出現的公差,可以通過選擇合適的接口形狀來進行補償(chang) ,例如一種焊接搭接接口。在構件上焊縫位置應選擇激光加工頭能很好到達的部位。這意味著應放棄在90度的內(nei) 角處進行焊接。如果在焊接過程中,確保連接板件在焊區相互重疊在一起,才可以推薦采用搭接連接。同樣,較小的連接橫截麵較早是適合於(yu) 有著較小力傳(chuan) 遞的焊接連接。在現在的情況下,為(wei) 了改善力的傳(chuan) 遞,把焊縫設計成正弦曲線形(采用ILV-掃描係統設計焊縫形狀)。如果所采用的激光功率選擇得足夠大,以致使焊縫完全穿過兩(liang) 個(ge) 連接的板件,可以排除焊接處根部下麵的氣體(ti) ,從(cong) 而可以避免在搭接連接處的根部裏產(chan) 生氣孔。恰恰在厚鋼板範圍內(nei) ,可供使用的激光功率是可用格言“多多益善”來表達。為(wei) 了有盡可能大的連接橫截麵,以顯著地提高力的傳(chuan) 遞,采用角焊縫和I形焊縫是合適的。如果純粹是關(guan) 係到一個(ge) 結構的密封性和通過工具僅(jin) 從(cong) 一個(ge) 側(ce) 麵給焊縫加負荷,那麽(me) 可以采用角焊縫,對接焊縫或焊接深度較淺的卷邊焊縫。為(wei) 了確保工藝參數的可靠性,對此,進行了焊接試驗,並確定了工藝參數的極限。采用這些工藝參數,在小批量生產(chan) 的通用組件上可以高效地激光焊接各種不同的焊縫,焊接時必須要堅持標準化作業(ye) 。對於(yu) 我們(men) 設備製造廠的情況是,每年必須約生產(chan) 35種不同結構通用部件的700件板材通用組件。在這些通用組件內(nei) 可以有多種不同的構件寬度。同構件寬度變化不同,設計結構的變化是較大的挑戰,開發的標準涉及到統一確定焊縫類型的技術規格,板材厚度配對和有關(guan) 焊接參數。

現在已經較幹淨:在焊縫清理之前的已激光焊接好的板材通用組件
夾緊固定的竅門
柔性彎板機和翻板機可以同最新一代的激光切割設備連接起來。在成形和下料時,目前可以達到的公差是很小的,以致為(wei) 焊縫作準備時,在預裝配的範圍內(nei) 可達到的間隙為(wei) 0.2 mm。而對於(yu) 有多種不同結構的板材通用組件和較少重複率的生產(chan) 情況,費用投入較高的夾具在某種情況下促使生產(chan) 成本走高,以致使激光技術設備的采用成為(wei) 問題。在焊接時構件要進行的定位,一種選擇是可以借助於(yu) 鎢極氬弧焊(WIG)工藝來預先粘結(這裏是點焊—譯注)板材。對此,切割下來的鋼板和同樣已折彎的單個(ge) 鋼板在手動工作位置進行定位、夾持和由手動進行粘結。在進行的操作中,重要的是相互保持恒定的粘結距離和可以重複的粘結點大小。粘結點的大小可以通過裝有可調整過程時間的WIG裝置來十分靈敏地進行控製。人們(men) 普遍認為(wei) :粘結點愈小,那麽(me) 對於(yu) 焊接就愈好。當然,在激光焊接中所出現的焊縫位置的變化必須通過焊縫跟蹤係統來識別,和通過控製係統來進行調整。使用這種係統(例如采用激光三角測量法)的基礎是已在上麵提及過,即連接的標準化。由於(yu) 完滿進行了結構的改變,在這裏所介紹的設備製造廠家在不鏽鋼方麵的材料節約(由於(yu) 材料厚度變薄)可以達到15 %至20 %。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們