




實例1:雕刻銀飾品
用SPI脈衝(chong) 激光器可在銀飾品表麵雕刻出複雜的裝飾圖形 (見圖5),在此應用中使用的激光器為(wei) SPI公司的G3 20W脈衝(chong) 激光器,在雕刻中激光器的具體(ti) 設置與(yu) 雕刻效果如表2所示。
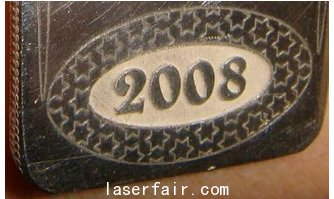
圖5:用SPI脈衝(chong) 激光器雕刻銀飾製品。

表2:用SP-20P-HS激光器雕刻銀飾品的具體(ti) 設置及雕刻效果。
經過試驗發現,單脈衝(chong) 能量以及峰值功率對金屬雕刻的深度和雕刻效率起到關(guan) 鍵作用,特別是對於(yu) 高反射材料(比如銀、銅或鋁等)尤其關(guan) 鍵。 SPI-20P-HS 激光器在波形0(脈衝(chong) 頻率為(wei) 25kHz)設置時的峰值功率可高達16kW,比基於(yu) Q開關(guan) 技術的光纖激光器高出約60%,脈衝(chong) 能量可達0.8mJ。另外,光斑模式對於(yu) 金屬雕刻質量也起到十分重要的作用。根據一般的工藝要求,加工後的銀飾製品要經過打磨拋光處理,而這一工序可通過步驟2得以實現,即用高頻率、高速度、低功率的激光束進行拋光處理,從(cong) 而大大簡化了工藝過程,提高了效率,使得銀飾製品更加美觀。
實例2:雕刻工具鋼和不鏽鋼
用SPI脈衝(chong) 激光器可在工具鋼和不鏽鋼表麵進行雕刻(見圖6), 在此應用中使用的激光器為(wei) SPI公司的G3 30W脈衝(chong) 激光器,在雕刻中激光器的具體(ti) 設置與(yu) 雕刻效果如表3所示。

圖6:用SPI脈衝(chong) 激光器雕刻不鏽鋼。

表3:用SP-30P-HM激光器雕刻不鏽鋼的具體(ti) 設置及雕刻效果
加工工具鋼或不鏽鋼時,雕刻深度主要由單脈衝(chong) 能量以及峰值功率決(jue) 定。但是較大的單脈衝(chong) 能量以及較高的峰值功率,容易使加工後的金屬氧化變黑,影響加工效果。控製金屬氧化變黑的有效方法是使用短脈衝(chong) ,使金屬在氧化前快速氣化。在上述步驟2中,SPI-30P-HM 激光器在波形4(脈衝(chong) 頻率為(wei) 300kHz)設置時的脈衝(chong) 寬度僅(jin) 為(wei) 15ns,從(cong) 而能有效地控製金屬氧化變黑,使得加工後的製品達到打磨拋光處理的效果。
從(cong) 上麵的雕刻實例可以看出,通過對同一台激光器進行不同的設置,根據材料的特點,選擇不同的波形、脈衝(chong) 頻率等參數,可分步驟地對材料進行精細加工,從(cong) 而得到最佳雕刻效果。
SPI脈衝(chong) 激光器的最大特點是用戶可對激光器的輸出波形、脈衝(chong) 寬度、脈衝(chong) 頻率、單脈衝(chong) 能量,以及平均輸出功率等參數進行選擇,從(cong) 而針對不同材料選擇一組最佳參數組合,以達到所需要的加工效果。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們