




2. 激光-電弧混合/複合焊
隨著激光焊接技術在工業(ye) 中的成熟應用,激光焊接技術的不足之處也日漸顯露:設備投資、使用成本大,能量利用率低;對工件的焊接裝配精度要求高;對於(yu) 高反射率金屬難以實現激光焊接且容易對激光設備造成損壞;高焊接速度導致焊縫快速凝固,接頭中容易產(chan) 生氣孔、咬邊缺陷,焊縫組織脆性,甚至焊接裂紋。
為(wei) 避免單激光焊接出現的問題,研究者提出了激光與(yu) 電弧複合的焊接方法,其出發點是利用電弧焊接的低成本、適用範圍寬等特點輔助激光來進行焊接。激光 -電弧複合主要是激光與(yu) PAW、TIG或MIG/MAG的複合。目前,主要研究了LASER-PAW和LASER-MIG兩(liang) 種複合焊接方法:
(1)LASER-PAW複合焊接技術
等離子弧的引弧性和穩弧性優(you) 於(yu) TIG焊,電極不易損耗,采用等離子弧與(yu) 激光複合熱源(如圖3)進行焊接是一種過程很穩定的焊接技術,有利於(yu) 保證焊接 質量。不需要真空係統,可以在大氣條件下進行大型中厚度零件的焊接;較高的焊接速度,降低了零件的焊接變形;焊接工藝裕度大,對於(yu) 焊前零件的裝配間隙和焊 縫的對中要求可以大大降低,具有良好的實用性。圖4是LASER-PAW複合焊接飛機桶體(ti) 結構模擬件。

圖3 LASER-PAW複合焊接係統

圖4 LASER-PAW複合焊應用實例
(2)LASER-MIG複合焊接技術
LASER-MIG複合焊接技術是激光電弧複合焊接提出以來,研究最多、最為(wei) 廣泛的一種複合焊接方法(如圖5)。MIG焊接容易使用焊絲(si) 填充焊縫, 采用激光-電弧複合焊接的方法進一步擴大拚縫間隙裕度、減少或消除焊接後接口部位的凹陷,改善焊縫形貌;此外,通過選擇不同的焊絲(si) ,還可調整焊縫的化學成 分,改善力學性能。
#p#分頁標題#e#
圖5 LASER-MIG複合焊接係統
3. 雙光點激光焊接
激光束經過分光鏡分為(wei) 兩(liang) 束相同的激光束,經鏡片組聚為(wei) 兩(liang) 個(ge) 光點同時作用於(yu) 工件表麵進行焊接稱為(wei) 雙光點激光焊接。該焊接方法中的兩(liang) 束光可以垂直於(yu) 焊接 方向分布也可以平行於(yu) 焊接方向作用於(yu) 同一條直線上,或者沿焊接方向以任意角度進行分布;兩(liang) 束光之間的間距可調,能量比可調。激光雙光點焊接可以改善焊縫表 麵質量、增大焊縫熔寬並放寬對接間隙和準直度容許裕度、減少焊縫中大氣孔的數量(如圖6)。
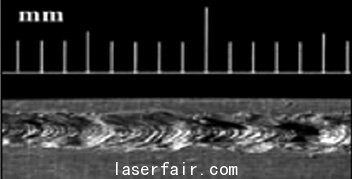
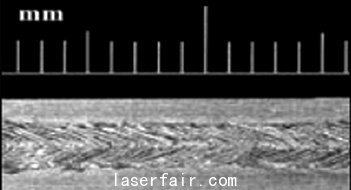
圖6 鋁合金單雙光點激光焊焊縫成形(上)鋁合金單光點激光焊焊縫成形(下)鋁合金雙光點激光焊焊縫成形
4. 雙光束激光焊接
雙光束激光焊接方法,是指兩(liang) 束激光分別從(cong) 兩(liang) 側(ce) 對稱地對工件同時進行焊接的方法,適合各種材料的角接或T型接頭的焊接,尤其是薄板的高速激光焊接。兩(liang) 束光可以通過兩(liang) 台激光器提供,由兩(liang) 套單光束光路係統將激光束聚焦,也可以通過將同一台激光器發出的激光束分成能量相當的兩(liang) 束光獲得。雙光束焊接中需要兩(liang) 束 激光的模式相同、光束對稱,焊接工藝參數相同,從(cong) 而能有效地控製變形,保證焊接接頭的質量和精度,同時可以降低焊接成本。該焊接方法已在空客飛機機身帶筋 壁板的焊接中得到了應用。
發展方向及展望
激光焊接技術是集激光技術、焊接技術、自動化技術、材料技術、機械製造技術及產(chan) 品設計為(wei) 一體(ti) 的綜合技術,最終既體(ti) 現為(wei) 成套專(zhuan) 用設備,又體(ti) 現為(wei) 與(yu) 之配套的工藝。作為(wei) 先進製造技術的重要組成部分,激光焊接技術在未來航空製造業(ye) 有著廣闊的應用前景。其發展趨勢有以下幾點:
1. 大功率YAG激光焊接#p#分頁標題#e#
隨著激光器不斷地發展進步,光纖激光器、盤式激光器相繼問世,新型激光器的出現,帶來的不僅(jin) 是更穩定的光束質量,還有更大的能量。萬(wan) 瓦級激光器為(wei) 激 光焊接提供了更為(wei) 廣闊的應用空間,為(wei) 實現較厚結構件的拚接、搭接以及高反射率金屬材料的激光焊接打開了突破口。因此,大功率必定成為(wei) 今後激光焊接技術發展 應用的一個(ge) 主要的方向。
2. 激光焊接過程實時監測
激光焊接時放出的光、蒸氣和等離子體(ti) 、熔池壓力變化引起的聲音、焊件中機械應力引起的超聲波、金屬蒸氣或等離子介電常數、反射激光功率、熔池及小孔 的行為(wei) 都在一定程度上反映了焊接過程的機理,對其進行直接觀察及分析,一方麵可以實現焊接自動化,另一方麵可以直觀地了解焊接過程,有助於(yu) 研究焊接機理從(cong) 而更好地控製缺陷。
3. 鋁合金激光焊接的研究
鋁合金作為(wei) 航空材料中使用較多的材料,其激光焊接一直處於(yu) 一個(ge) 比較尷尬的局麵:一方麵,激光焊接鋁合金變形小且能實現減重20%左右,另一方麵,由 於(yu) 鋁合金的特性,對光的反射強,散熱快,而且容易產(chan) 生氣孔等缺陷。因此,鋁合金的激光焊接的研究倍受關(guan) 注,並將作為(wei) 激光焊接在航空製造業(ye) 中急待改進發展的技術方向之一。
4. 多種激光焊接方法的應用
隨著激光焊接技術的發展,單一的激光焊接技術已經遠遠不能滿足針對不同材料、不同結構件的焊接需要,應運而生的則是各種新焊接方法的創新及研究。依靠新出現的激光焊接方法或者多種方法的複合,希望能解決(jue) 目前激光焊接中所遇到的問題。
自19世紀60年代首次將激光用於(yu) 焊接以來,激光焊接技術的發展日新月異,隨著相關(guan) 科學技術的不斷進步和現存問題的解決(jue) ,激光焊接勢必將成為(wei) 今後航空製造業(ye) 中不可或缺的關(guan) 鍵技術。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們