




設備
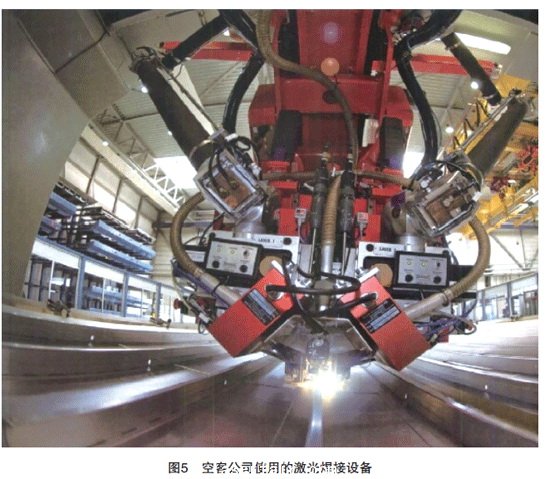
該技術對於(yu) 設備的要求較高,有資料表明:空客公司的焊接設備(圖5)主要由激光焊接係統、運動係統、焊接跟蹤係統、焊縫監測係統、工裝夾具係統和控製係統6部分組成[3]。其中激光焊接係統是整個(ge) 設備的核心,主要用於(yu) 激光的產(chan) 生與(yu) 傳(chuan) 輸;運動係統將保證整個(ge) 設備的運動精度;焊接跟蹤係統主要用於(yu) 焊縫的定位及調整;焊縫檢測係統用於(yu) 焊接過程中焊接質量的監測以及焊後焊縫質量的檢測;工裝夾具係統用來實現蒙皮與(yu) 長桁的裝夾定位,在激光焊接過程中由於(yu) 對焊前裝配要求嚴(yan) 格,必須設計一個(ge) 特殊的非標夾具用於(yu) 長桁的裝夾,這個(ge) 夾具應同時具備夾緊和導向功能,而蒙皮的夾持由全型麵的真空吸附模胎實現;而以上係統在集成後由中央控製係統實現整個(ge) 設備的控製。本節隻重點討論激光焊接係統的選型及比較。
激光焊接係統主要由激光器、焊接工作頭及送絲(si) 送氣係統構成。焊接時,兩(liang) 台完全相同的激光器從(cong) 長桁兩(liang) 側(ce) 進行同步焊接,可以減少焊接變形並控製焊縫內(nei) 氣孔數量。
在激光器的選擇方麵,德國和法國的空客公司分別采用了不同類型的激光器,其中法國空客采用的是兩(liang) 台Nd:YAG固體(ti) 激光器,而德國空客采用了2台CO2激光器,而這兩(liang) 種激光器在進行這種工藝焊接時也各有特點。兩(liang) 種激光器的比較見表1。從(cong) 中可以發現:CO2激光器的波長較大,因此在焊接鋁合金過程中,激光更容易被反射;同時光斑直徑較小、光束能力分布集中、質量較好。
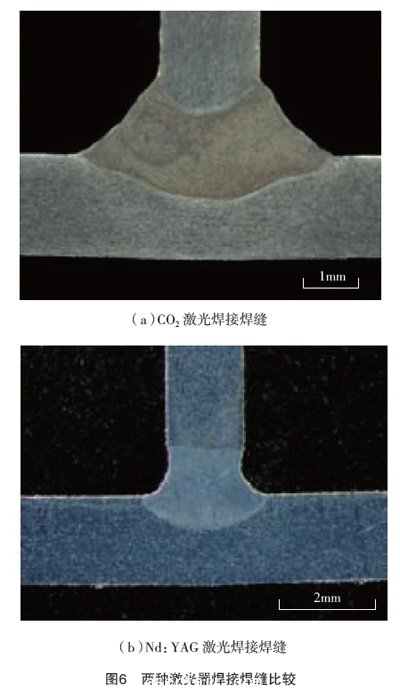
在使用上述兩(liang) 種不同類型的激光進行焊接時,與(yu) Nd:YAG激光焊接相比,由於(yu) 其光斑直徑較小,使用CO2 激光器的焊縫截麵積較小(見圖6)、其形成氣孔的趨勢較大、焊前裝配較為(wei) 嚴(yan) 格、熱裂紋的傾(qing) 向較小。而在使用Nd:YAG激光焊接時,所需的焊接能量較大、焊接完成後試板的翹曲變形以及角變形較大,達到CO2焊接變形的1.5~2倍。另外,在使用CO2激光焊接時,整個(ge) 焊接過程明顯較為(wei) 安靜,焊煙、飛濺較少,普通空氣刀的使用即能很好地保護鏡片,提高鏡片的使用壽命。最後,由於(yu) CO2激光隻能通過銅鏡的反射傳(chuan) 輸,整個(ge) 傳(chuan) 輸光路龐大而複雜;而YAG 激光能通過光纖傳(chuan) 輸,因此YAG 焊接係統的傳(chuan) 輸過程更柔性。
綜上所述,這兩(liang) 種焊接係統各有優(you) 缺點並均已用於(yu) 空客型號的生產(chan) 。近年來,光纖激光器發展的突飛猛進,在具備與(yu) CO2激光器相近的光束質量的同時,其傳(chuan) 輸也能通過光纖實現,兼具了兩(liang) 種傳(chuan) 統激光器的特點。上飛公司同哈爾濱工業(ye) 大學一起基於(yu) 該焊接係統完成了相關(guan) 基礎試驗,並取得了較好的結果。
#p#分頁標題#e#
展望
複合材料具有高的比強度和比模量、良好的結構可設計性和抗疲勞特性等優(you) 點[7],因此複合材料的大量應用已經成為(wei) 民機發展的重要趨勢之一。但以美國鋁業(ye) (Alcoa)和加拿大鋁業(ye) (Alcan)為(wei) 代表的公司也積極開展新型鋁鋰合金的研發,這些第3代鋁鋰合金在保持了以往鋁鋰合金密度低,比強度、比剛度高等優(you) 異性能的同時,還具備了材料各向異性低、損傷(shang) 容限高、耐腐蝕性好及加工性能好等特點。因此針對這種材料開展雙光束激光焊接技術極具意義(yi) 。另外,由於(yu) 在飛機服役過程中,上下壁板結構受力情況不同,將此技術應用於(yu) 飛機的上壁板還麵臨(lin) 提高整體(ti) 結構的損傷(shang) 容限能力的挑戰。而鑒於(yu) 國內(nei) 已經開展了相關(guan) 技術的研發並取得初步進展,但離最終的型號使用需求還有一段距離,變形控製及矯形技術等研究將是後期工作的重點。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們