





摘要:該論文主要介紹SIMOTION D在軋鋼線板帶激光焊機中的應用,充分利用SIMOTION的各種工藝對象,包括軸、多組同步對象、快速輸入等,同時通過LAD編程方式實現全自動在線激光加工設備。
一、 項目介紹
1、 背景介紹
目前我國鋼鐵行業(ye) 處於(yu) 主導地位的典型冷軋工藝路線是:轉爐冶煉——爐外精煉——初軋開坯——熱連軋——酸洗——冷軋——退火——平整——鍍鋅(錫)——成產(chan) 品。在此典型的冷軋工藝中,板帶焊接設備必不可少。運行過程中,先行帶尾與(yu) 後行帶頭必需進行焊接,才能保證生產(chan) 線的連續作業(ye) 。板帶焊接的常用工藝有電弧焊、窄搭接焊、激光焊等幾種,激光焊機至今為(wei) 止全部是進口設備。宜昌三峽全通塗鍍板股份有限公司是以生產(chan) 超薄塗鍍板為(wei) 主要產(chan) 品的大型企業(ye) ,為(wei) 了降低設備采購成本,宜昌三峽全通塗鍍板股份有限公司與(yu) 武漢大族金石凱激光係統有限公司合作,武漢大族金石凱激光係統有限公司研發完成了國內(nei) 首台板帶激光焊機,不僅(jin) 填補了該產(chan) 品國內(nei) 空白,而且還抑製了進口設備的價(jia) 格。
2、 設備組成
(圖1)
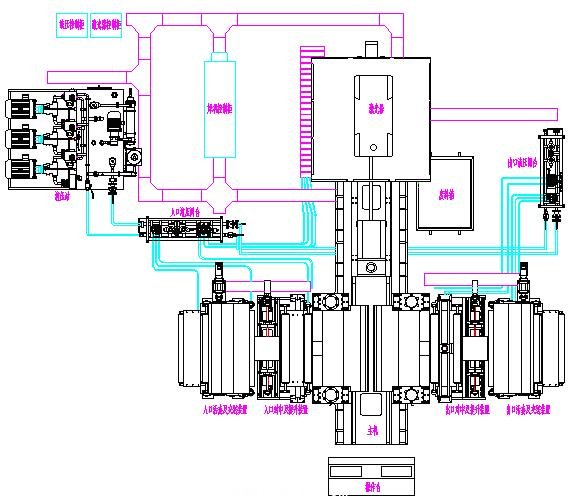
板帶激光焊機主要由以下四大部件組成:
1) 機械部分:機械部分成T型,各裝置名稱及功能分別如下:
★ 入口/出口活套裝置:用於(yu) 鋼帶的擋料,存儲(chu) 一定的鋼帶,方便對中。
★ 入口/出口夾送裝置:用於(yu) 鋼帶的送料,將帶頭、帶尾準確送到主機的夾鉗下,方便激光切割。
★ 入口/出口對中裝置:一方麵用於(yu) 鋼帶寬度的自動測量;另一方麵用於(yu) 帶頭、帶尾焊接前不錯位,確保鋼帶的直線度。
★ 入口/出口提升裝置:激光焊接合格後,鋼帶在理想的位置高速穿過該設備,從(cong) 而保證該設備的穩定性和鋼帶的表麵質量。
★ 打孔裝置:將鋼帶激光焊接處打孔,作為(wei) 標記。
★ 月牙剪:將不等寬的兩(liang) 卷鋼帶在焊接處剪切掉,使之圓滑過渡,不傷(shang) 害下一工序的其他部件。
★ 主機:包括可以來回直線運動的C型架、焊縫檢測裝置、輔助動作的液壓缸等;用於(yu) 鋼帶的激光切割、焊接、焊縫檢測功能。
2) 液壓站:由於(yu) 該設備大多采用液壓缸來實現相關(guan) 動作,液壓站為(wei) 此提供動力源。
3) 激光器:隨C型架的來回移動,激光器為(wei) 完成鋼帶帶頭、帶尾的自動切割和焊接提供相應的激光功率。
4) 操作台:通過HMI集中監控整台設備,具有手動、自動、監視、文檔記錄、報警等功能。
3、 工藝簡介
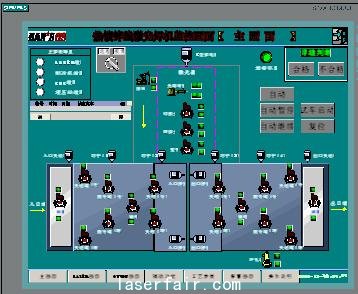
(圖2)
1) 帶尾檢測及移動:通過對帶尾的兩(liang) 次檢測配合出口夾送輥將帶尾送到出口自動切割處;出口對中裝置將帶尾執行對中。
2) 帶頭檢測及移動:通過對帶頭的兩(liang) 次檢測配合入口夾送輥將帶頭送到入口自動切割處;啟動快速輸入功能,對鋼帶寬度進行自動測量;然後運用入口對中裝置將帶頭執行對中。
3) 激光切割:當帶尾、帶頭移動到相應位置時,根據要求將帶尾、帶頭自動切割。
4) 激光焊接:將切割合格後的帶尾、帶頭進行自動拚接,然後根據要求將帶尾、帶頭自動焊接。
5) 焊縫檢測:將焊接後的鋼帶進行檢測,判斷是否合格,合格便通過出口夾送裝置將鋼帶焊縫移動到打孔處打孔,作為(wei) 焊縫標記;不合格自動將鋼帶切割,重複前麵工作。
二、 控製係統構成
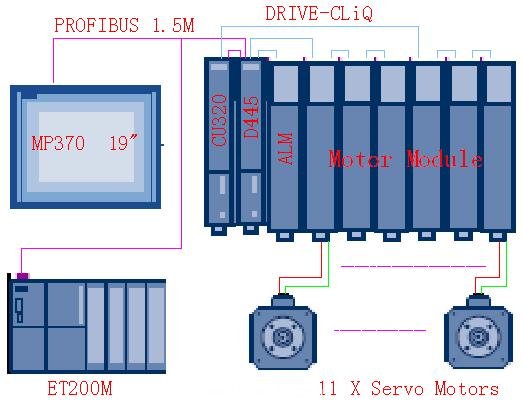
(圖3)
如圖所示,控製係統核心控製器為(wei) SIMOTION D445,通過擴展CU320來實現完成11個(ge) 伺服軸的控製,使用PROFIBUS DP作為(wei) 通訊網絡連接各部件,涉及的其他部件及功能如下:
1、 伺服驅動和電機:選用SINAMICS S120書(shu) 本型模塊和1FT6伺服電機,分別用於(yu) 入口裝置測量、對中;出口裝置對中;焊縫拚接;C型架;入口夾送裝置;出口夾送裝置。使用SINAMICS驅動係統,在控製上保證了同步和定位的精度。
2、 人機界麵:該設備配置了一個(ge) MP370 19”,實現集中控製、顯示、報警、歸檔、工藝配方等工作。
3、 分布式I/O:配置SIMATAC ET200M模塊,其中IM153-1和IM153-2各一塊,用於(yu) 邏輯輸入輸出信號處理、模擬量信號處理。
4、 軸擴展模塊CU320:除了用於(yu) 軸運動控製以外,還得實現入口/出口夾送輥的全閉環控製、快速I/O測量等功能
三、 控製係統完成的功能
運用快速I/O測量帶寬和伺服電機同步功能是此設備的重點;也是該項目成功的核心要素。下麵介紹一下相關(guan) 內(nei) 容:
1、 使用CU320全局快速輸入
在生產(chan) 線中,由於(yu) 前後兩(liang) 卷鋼帶的寬度可能不一致,需要對鋼帶的寬度進行自動測量,從(cong) 而保證前後兩(liang) 卷鋼帶在中心線上完成激光焊接。為(wei) 此,我們(men) 使用了2個(ge) 快速輸入功能,調試過程如下:
★ 在CU320的報文中選擇 SIEMENS telegram 392:從(cong) 而激活6個(ge) 全局的快速測量功能,注意相對應的Input data。
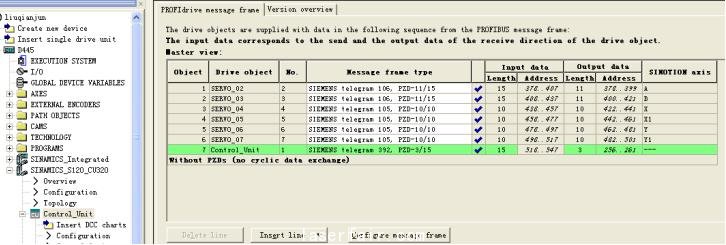
(圖4)
★ 在CU320的專(zhuan) 家參數中,P680選擇使用的快速輸入點(如X122.8和X122.10),需要和TO_Measuring Input中設置的地址一一對應。#p#分頁標題#e#
(圖5)
在TO_Measuring Input中,Measuring_input_1 的HW address 和Bit number中分別輸入521和1,設置快速測量輸入點測量1(X122.8)。
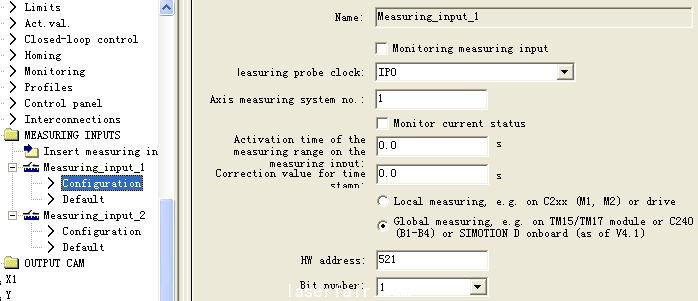
(圖6)
★ 同樣的方法在Measuring_input_2 的HW address和Bit number中分別輸如521和2,設置快速測量輸入點測量2(X122.10)。
★ 通過程序激活或不激活快速測量功能。
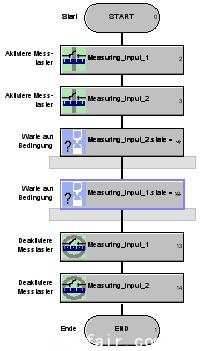
(圖7)
2、 同步功能
在此生產(chan) 線中前後兩(liang) 卷鋼帶激光焊接處有要求:帶鋼長度方向的彎折從(cong) 距焊縫2米處測量≤4 mm/4m,這就要求入口、出口對中的四個(ge) 伺服電機兩(liang) 兩(liang) 同步。SIMOTION能實現定位軸的速度同步、多軸同步、相對和絕對的電子齒輪同步。同步功能的實現首先是此軸在做軸配置時需激活同步如:圖8;其次是在Simotion程序中調用激活同步(_MC_CamIn)及取消同步(_MC_GearOut)命令來完成。根據工藝需要PLC程序可以隨時激活隨時取消。
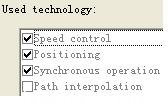
(圖8)
3、 編程
SIMOTION編程語言符合IEC61131-3標準,且包含I/O管理及過程和機器控製所需的所有PLC命令。程序可以用LAD(梯形圖)、FBD(功能結構圖)、ST(結構文本)以及MCC(運動控製圖)的形式編製。在此項目中主要采用的是LAD編程語言,涉及到的有增量(_MC_MoveAdditive)、絕對(_MC_MoveAbsolute)、回零(_MC_Home)、停止(_MC_Stop)、複位(_MC_Reset)、點動(_MC_Jog)、激活同步(_MC_CamIn)及取消同步(_MC_GearOut)等功能塊,靈活運用這些功能塊,使整個(ge) 項目具備了手動調試、自動運行功能。在調用這些功能塊時需要注意兩(liang) 點:
①、 當同一個(ge) 軸多次調用同一功能塊時,不要同名,同名可能會(hui) 導致PLC程序不能重複循環。
②、 調用功能塊時EN端最好不要加條件,條件可以加在execute端,如:
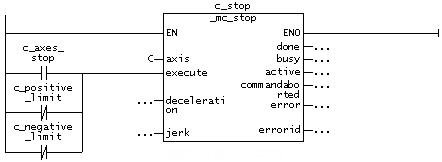
(圖9)
四、 項目運行
板帶激光焊機與(yu) 整條生產(chan) 線經過上線調試,現已穩定運行。各項技術指標達到了設計要求,焊縫斷帶率≤0.1%;拉力實驗測試結果顯示斷裂都不發生在焊逢處。生產(chan) 節拍、焊接質量及整機穩定性均達到進口設備標準。加上中文操作界麵HMI,直觀的動作指示、操作指南、報警提示、維修手冊(ce) 於(yu) 一體(ti) ,使設備更適應客戶使用習(xi) 慣,得到了客戶的充分認可。
五、 應用體(ti) 會(hui)
本人一直以來都是從(cong) 事數控係統的運用,有一定的運動控製基礎,初次使用SIMOTION感覺還是比較容易上手的。通過這台板帶激光焊機的設計、調試,對SIMOTION有了較為(wei) 深刻的理解,並掌握了SIMOTION的調試方法、應用範圍、基本功能、編程技巧等。跟SINUMERIK高檔係統840D比較,有可編程性強、操作方便、成本低、更適應生產(chan) 線的優(you) 勢。
(本文作者:武漢大族金石凱激光係統有限公司,劉千軍(jun) )
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們