




1 激光熔覆技術
激光熔覆的試驗研究始於(yu) 20世紀70年代,1981年成功地在噴氣發動機葉輪片上用激光塗覆鈷基合金麵並顯著提高了其耐磨性。激光熔覆是材料表麵改性技術的一種重要方法,它是利用高能的激光束(104-106 W/cm2)在金屬表麵輻照,通過塗覆材料的迅速熔化、擴展和迅速凝固,冷卻速度達到102-106℃/s,在基材表麵熔覆一層具有特殊物理、化學或力學性能的材料,從(cong) 而構成一種新的複合材料,以彌補基體(ti) 所缺少的高性能。
激光熔覆可以根據工件的工況要求,設計各種熔覆成分的金屬或非金屬,製備耐熱、耐蝕、耐磨、抗氧化、抗疲勞或具有光、電、磁特性的表麵覆層。
在激光熔覆技術中,影響塗覆層質量的因素除塗覆材料與(yu) 基體(ti) 材料外,工藝參數如保護氣體(ti) 的種類和流量、粉末的流量及送粉位置、激光器的功率、粉末噴嘴直徑大小、掃描速度以及離焦量、預熱溫度等也對質量有顯著影響。
2 應用舉(ju) 例
應用激光熔覆技術處理模具表麵,既可以是對已加工成坯的製造模具的表麵改性,也可以是對經曆了一定數量的成形後正常失效的模具的表麵修複,事實證明,隻要正確掌握模具磨損的規律,在模具使用壽命周期內(nei) ,及時進行表麵保護性處理,就能夠最大限度的延長模具的使用壽命。
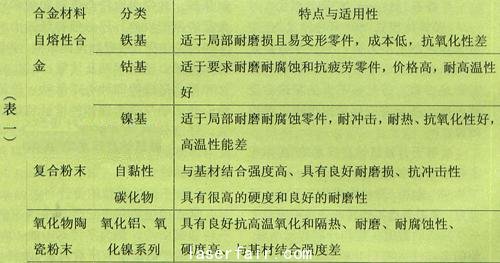
應用激光熔覆技術關(guan) 鍵在於(yu) 塗覆材料的選擇、工藝方法的確定、工藝參數的選擇。熔覆材料包括自熔性合金材料、複合材料、陶瓷材料等,這些材料具有優(you) 異的耐磨、耐腐蝕性能,並通常以粉末的形式使用。各類熔覆材料的性能特點見下表。
激光熔覆工藝方法和工藝流程:
1.合金同步法,是指采用專(zhuan) 門的送料係統在激光熔覆的過程中將合金材料直接送進激光作用區,在激光的作用下基材和合金同時熔化,然後冷卻結晶形成合金熔覆層。該方法工藝過程簡單,合金材料利用率高,可控性好,易於(yu) 實現自動化,實際生產(chan) 中較多采用。其工藝流程為(wei) :基材表麵預處理→預熱→送料激光熔化→後熱處理。
2.合金前置法,是指將待熔覆的合金材料以一定方法預先覆蓋在材料表麵,然後采用激光束在合金覆蓋層表麵掃描,使整個(ge) 合金覆蓋層及一部分基材熔化,激光束離開後熔化的金屬快速凝固而在基材表麵形成冶金結合的合金熔覆層。其工藝流程為(wei) :基材表麵預處理→預置熔覆材料→預熱→激光熔化→後熱處理。
激光熔覆的工藝參數主要有:激光功率、掃描速度、光斑麵積、送粉量等。
多數模具是在條件較為(wei) 惡劣的工況條件下工作,模具表麵的保護處理顯得十分重要。以鍛模為(wei) 例,熱鍛模一般采用5CrNiMo或5CrMnMo合金工具鋼製造,鍛模在高溫和一定載荷條件下工作,工況條件惡劣,要求模具表麵需具有良好的高溫強度、耐熱疲勞性能及耐磨性能,采用激光熔覆表麵處理技術可以實現要求。根據熱鍛模的實際工作情況,確定熱鍛模的表麵塗覆材料為(wei) 碳化物複合粉末NiCrAl/Cr3C2,工藝方法為(wei) 合金同步法。具體(ti) 工藝操作過程如下:
①基材熔覆表麵預處理將基材表麵加熱到300-450℃左右去油或用有機清洗劑去油。用噴砂處理去除基材表麵的鏽蝕,並使其粗毛化,利於(yu) 粉末的附著。
②預熱在火爐內(nei) 加熱,使基材表麵加熱到一定的溫度,適當減少基材與(yu) 熔覆層之間的溫差以減低熔覆層冷縮產(chan) 生的應力。
③同步送粉激光熔化為(wei) 保證熔覆質量,正確選擇激光功率、掃描速度、光斑直徑和送粉量,以保證激光光斑內(nei) 的光功率密度分布均勻,使粉末流的形狀和光斑的形狀和尺寸相匹配,嚴(yan) 格控製粉末流與(yu) 基材、激光束三者間的相對位置。一般功率密度為(wei) 103-108W/cm 2時,熔覆過程在0.1-1s內(nei) 完成。
④後熱處理采用爐內(nei) 加熱保溫,充分後隨爐冷卻,以消除熔覆層的殘餘(yu) 應力。
⑤機械加工進行機械加工並檢查表麵處理質量。
3 結論
激光熔覆處理是一種快速凝固技術,可以獲得一般平衡狀態下難以獲得的優(you) 異組織性能,它對於(yu) 基材的要求無任何限製,可根據使用性能要求設計塗層的成分組成,在較為(wei) 廉價(jia) 的材料上製備出性能優(you) 異具有高結合強度的表層,這是其它表麵處理工藝所無法比擬的。然而,目前激光熔覆技術還沒有在工業(ye) 生產(chan) 中獲得大範圍的應用,主要是由於(yu) 還存在以下問題而限製其發展。一是處理成本高,激光處理係統的固定資產(chan) 及維持費用相對於(yu) 常規的堆焊、熱噴塗較高,推廣應用激光處理技術,必須在提高生產(chan) 率、降低能耗、節約貴重材料、大幅度提高使用性能或解決(jue) 了用其它方法難以解決(jue) 的技術關(guan) 鍵問題的前提下才能實現。二是處理設備的精度與(yu) 穩定性與(yu) 工業(ye) 生產(chan) 應用的要求還有一定距離,應用中設備的不穩定是導致熔覆層存在質量缺陷的原因之一。三是作為(wei) 新技術,還未有較為(wei) 成熟的激光處理最佳工藝參數和塗層成分合理設計出現,還需要進一步探索和研究。基於(yu) 同樣問題,該技術在模具製造業(ye) 上推廣自然受到限製。
盡管目前激光熔覆技術還存在一些應用上的問題,但隨著人們(men) 對激光理論和工藝研究的逐步深入,相信在不遠的將來一定會(hui) 在工業(ye) 中挖掘出它的巨大潛力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們