




隨著科技的進步和發展,船舶生產(chan) 技術水平提高,造船材料與(yu) 船舶設計也隨著時間的變化而產(chan) 生著改變。國務院辦公廳在十一五時期批準出台的《船舶工業(ye) 中長期發展規劃》中清楚地提到了船舶工業(ye) 規劃的指導和發展方向,其方針是深入改造、加速發展,堅定不移走新型產(chan) 業(ye) 化路線;同時增強自主開發創新能力和船用裝備配套能力,提高中國船舶工業(ye) 的核心競爭(zheng) 力;將“吸引來”和“走過去”兼顧,同時艦船製造公司要著重引入、消化吸收模塊化舾裝高效率焊接、切割等在艦船製造中的核心技術,發展我國現代化艦船製造工業(ye) 生產(chan) 經營管理方法。
激光電弧複合焊發展情況
激光焊作為(wei) 一種新興(xing) 的焊接工藝,逐步在各行業(ye) 中嶄露頭角。激光焊具有焊接效率高,焊縫品質好,焊材損耗較小等優(you) 點。針對中厚板材料,激光電弧複合焊已成為(wei) 目前領先的焊接技術,正應用於(yu) 航空航天、軍(jun) 工、軌道交通、鋼結構、船舶製造等行業(ye) 中。
針對船舶製造過程中的平麵分段中船板的拚接焊,奔騰激光研發了高功率激光電弧複合焊接工藝,適用於(yu) 船舶拚接焊的小車式激光電弧複合焊接機、大型龍門激光電弧複合焊接機等。機器人激光電弧複合焊接機如圖1 所示。

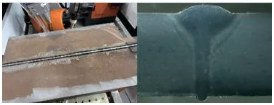
在傳(chuan) 統的船板拚焊中,一般采用埋弧焊或者氣保焊。傳(chuan) 統的埋弧焊無法實現單麵焊雙麵成形,在正麵焊接完成後,需要翻麵工序,再次進行背麵焊接。拚焊的船舶麵積大,板材厚度大,因此,翻麵需要專(zhuan) 用設備,價(jia) 格高,使用過程具有一定的危險性。為(wei) 避免船舶平麵分段生產(chan) 製造的危險,國外船舶製造公司特別是歐洲部分船舶製造公司,先後引入了激光電弧複合焊工藝及裝備。激光電弧複合焊焊縫形態如圖2 所示。
小車式激光電弧複合焊接機
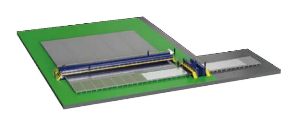
小車式激光電弧複合焊接機(圖3)是針對平麵分段中船板拚焊工位設計,該設備在整體(ti) 結構上與(yu) 船舶埋弧焊小車類似,具有3 個(ge) 伺服軸,分別為(wei) X、Y、Z 軸。此外設備配備了焊縫跟蹤係統,可以實現對焊縫的實時監測,保證焊縫位置的精確度。在工藝方麵,采用了激光電弧複合焊工藝,可以實現單麵焊雙麵成形。在激光功率方麵,可搭配20~30kW 激光器,實現6~30mm 板材厚度的免翻麵焊接。相比傳(chuan) 統焊接,焊材消耗降低了80%,電力消耗降低了40%。

大型龍門激光電弧複合焊接機
大型龍門激光電弧複合焊接機(圖4)是針對平麵分段自動化流水線船板拚焊工位設計的裝備。與(yu) 小車式激光電弧複合焊接機不同,龍門式複合焊接機采用龍門固定、船板在工作台上移動的工作原理。同樣,龍門式複合焊接機配有3 個(ge) 伺服軸及焊縫跟蹤係統。在工藝方麵,采用了激光電弧複合焊工藝,可以實現單麵焊雙麵成形。在激光功率方麵,可搭配20~30kW激光器,實現6~30mm 板材厚度的免翻麵焊接。相比傳(chuan) 統焊接,焊材消耗降低了80%,電力消耗降低了40%。
H 型鋼激光電弧複合焊接專機
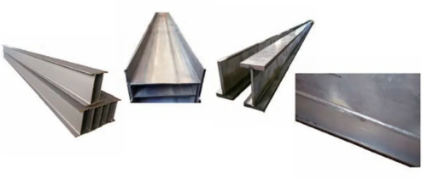
H 型鋼激光電弧複合焊接專(zhuan) 機(圖5)采用激光電弧複合焊接工藝,適用於(yu) T/H 型鋼的焊接,效果見圖6。設備特點:高效焊接,焊接速度可達1.8m/min;激光深熔焊,可實現腹板全熔透;焊材消耗低,為(wei) 傳(chuan) 統焊接的1/5;可定製加工幅麵;可實現組對焊接,矯正三合一;全自動控製,一鍵啟動,操作方便。

結束語
綜上,在船舶製造的平麵分段中,奔騰激光研發了2 款用於(yu) 船板拚焊的裝備。奔騰激光為(wei) 外企控股公司,通過其技術的全球化,設備國產(chan) 化,將業(ye) 務做到了本地化。越來越激烈的科技進步帶來了對艦船智能生產(chan) 技術、造船材料和技術的安全、可靠性和造船效率等需求的增加,傳(chuan) 統的船舶製造業(ye) 中的切割焊接技術必定會(hui) 被新技術所代替。激光也被稱作“最快的刀”“最準的尺”“最亮的光”,以其光束精準、高速度等的優(you) 勢,無論是在平麵切割或是焊接,激光製造技術都必定會(hui) 在船舶智能生產(chan) 流程中處於(yu) 中流砥柱的地位。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們