




摘要:本文研製了一種新智能化半導體(ti) 激光裝備,該裝備半導體(ti) 激光器、六軸機器人及龍門機床組成,輔以溫度傳(chuan) 感器、激光測距儀(yi) 等,達到了處理距離、溫度、軌跡、效果可控的目的,在激光先進性製造工藝專(zhuan) 家係統支持下,成功實現了激光處理過程中的智能化功能,能滿足複雜曲麵的智能化、柔性化激光表麵處理的需求,在模具、石化、冶金等行業(ye) 取得了良好的應用效果。
關(guan) 鍵詞:半導體(ti) 激光器係統;智能化;激光表麵處理;
1.引言
近十餘(yu) 年來,激光表麵強化技術不僅(jin) 在研究和開發方麵迅速發展,在工業(ye) 應用方麵也取得了長足進步,成為(wei) 表麵處理和表麵工程一個(ge) 十分活躍的新興(xing) 領域[1,7]。目前,用於(yu) 實現零件表麵強韌化及再製造的激光設備主要是CO2激光成套設備,然而,該類設備具有能量利用率低、CO2設備體(ti) 積龐大、能量分布均勻性較差、無法實現光纖傳(chuan) 輸等特點,很難勝任複雜零件的曲麵強化加工和再製造,而且CO2激光器的功率穩定性較差,其功率的變化也會(hui) 引起功率密度分布形式和範圍的變化,給工藝製定帶來極大不便[8]。與(yu) 傳(chuan) 統高功率CO2激光不同,高功率半導體(ti) 激光器具有體(ti) 積小、輕便靈活、電光轉換效率高、能量分布均勻、與(yu) 材料交互作用的吸收率高、能實現溫度-功率閉環控製等特點[9-12],因此,新型半導體(ti) 激光器可以直接通過機器人手臂前端固定,由此組合的新型激光裝備能處理其它方法無法處理的大型複雜工件的表麵,具有無汙染、易操控、高柔性、硬度均勻、強韌性好、變形小、耐磨性高,後續加工量小等特點。同時,與(yu) 車載係統組合,可組成移動式現場表麵強韌化及再製造裝備,適用於(yu) 大型不易拆卸工件的現場表麵強化及再製造;與(yu) 龍門機床組合,可組成汽車模具表麵強韌化及再製造裝備。本文報道了該類激光表麵強化裝備的研製和應用。
2.半導體(ti) 激光智能化裝備的研製
2.1 半導體(ti) 激光智能化裝備的構成
圖1是我公司在國內(nei) 率先開發的一套半導體(ti) 激光表麵強化及再製造係統。該係統由半導體(ti) 激光器、六軸機器人係統、龍門機床及專(zhuan) 業(ye) 控製係統等組成,將機器人倒掛在龍門機床的頂部,並且於(yu) 機器人手臂前端固定半導體(ti) 激光器,溫度傳(chuan) 感器固定於(yu) 激光器的一側(ce) 。在龍門機床內(nei) 可擺放一係列工件,通過龍門機床及六軸機器人實現高效、精確的加工,可對任意複雜曲麵的工件表麵進行強化。龍門機床尺寸可根據工件尺寸按需定製也可根據需求選擇是否配備專(zhuan) 用於(yu) 激光熔覆的送粉器。

圖1 半導體(ti) 激光智能化裝備
2.2 半導體(ti) 激光智能化裝備的控製係統
通過加裝溫度傳(chuan) 感裝置,激光測距儀(yi) ,再輔以激光先進性製造工藝專(zhuan) 家係統,可以實現激光加工過程的距離、溫度、軌跡、處理效果的智能化控製,控製係統的示意圖如圖2。
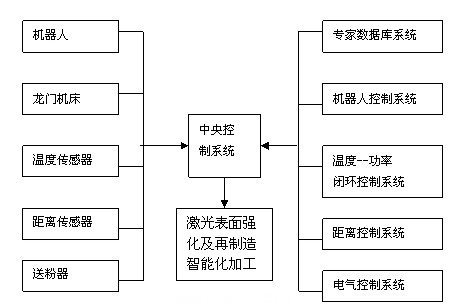
圖2 控製係統示意圖
首先,在中央控係統輸入激光表麵強化及再製造所要達到的效果,係統自動從(cong) 激光表麵強化及再製造工藝參數數據庫[13]調出工藝參數,然後通過中央控製係統發出指令給激光器、機器人係統、紅外測溫儀(yi) 以及距離傳(chuan) 感器。機器人係統根據給出的指令調用程序,激光器輸出功率參數,距離傳(chuan) 感器及紅外測溫儀(yi) 實時監控激光加工區的溫度以及加工距離。然後,距離傳(chuan) 感器以及紅外測溫儀(yi) 根據實時監測到的溫度及加工距離數據,轉化成電信號,再通過與(yu) 中央控製係統的連接將信號傳(chuan) 輸給中央控製係統;中央控製係統通過對溫度及加工距離信號數據的處理運算,反饋出信息給激光器和機器人係統,激光器和機器人根據反饋的信號調整功率輸出和加工距離,這樣就實現了溫度-功率閉環控製和加工距離智能化控製,實現了激光加工過程的智能化控製。
3 工藝實驗及應用實例
近年來,利用研發的智能化設備,開展了大量激光強韌化及再製造的工藝實驗,在此基礎上實現了大量的工程應用,取得了很好的效果。
3.1 工藝實驗
1)典型材料的激光表麵淬火
通過不斷的優(you) 化實驗,得出了幾種有代表性的材料半導體(ti) 激光淬火獲得的硬度及最佳的工藝參數如表1所示。
2)典型材料的激光熔覆
通過不斷的優(you) 化實驗,得出了幾種有代表性的材料半導體(ti) 激光熔覆的最佳的工藝參數如表2所示,激光熔覆層硬度HRC58-60。
激光熔覆層形貌如圖3所示,熔覆層無裂紋,與(yu) 基材呈冶金結合。
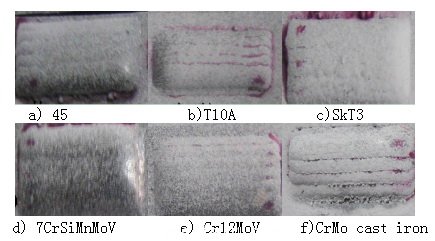
圖3 典型材料激光熔覆層裂紋情況
3.2 典型應用
1)石油化工行業(ye) 應用
如圖4所示,海洋鑽井平台用一軸類零件使用軸承部位磨損,尺寸減小,需對其進行尺寸修複。傳(chuan) 統的堆焊方法容易產(chan) 生氣孔、裂紋等缺陷,且結合強度較差,易產(chan) 生脫落,熱影響區大。激光熔覆加工後,熔覆層硬度為(wei) HRC58-60,熔覆層無裂紋、氣孔,且與(yu) 基材呈冶金結合,熔覆層組織致密,耐磨性能高。經使用後表明,激光熔覆後該軸的使用壽命提高了2-3倍。

圖4 軸類的半導體(ti) 激光熔覆
圖5為(wei) 鑽鋌螺紋接頭,該鑽鋌材質為(wei) 35CrMo合金鋼,在長期使用過程中,螺紋會(hui) 因為(wei) 重複的擰動、摩擦而受損。當硬度較低時,螺紋部位會(hui) 產(chan) 生粘著磨損。激光表麵淬火後,螺紋位置硬度可達HRC55-58,有效硬化層深度約0.8mm,抗咬合壽命從(cong) 原來的2次提高到10次。#p#分頁標題#e#

圖5 鑽鋌的半導體(ti) 淬火
2) 模具行業(ye) 應用
圖6汽車頂蓋拉延模,模具為(wei) Mo-Cr合金鑄鐵汽車頂蓋拉深模,激光處理前表麵硬度為(wei) HRC40-45.由於(yu) 拉深模工作表麵硬度不夠,其工作表麵易於(yu) 工件產(chan) 生粘著磨損,導致衝(chong) 壓件被拉傷(shang) ,生產(chan) 過程中需要花費大量時間對模具工作型麵進行推磨拋光,在線維修率達10%,經激光表麵強化後,模具表麵硬度可提高到HRC58-62,處理後硬化層深度約為(wei) 0.6-0.8mm,激光處理後模具使用壽命提高2-3倍,一次修磨拋光後的衝(chong) 壓零件數已由原來300~500件提高到1000件以上,且激光淬火後的工件表麵光亮,沒有任何氧化,後續機加工量非常小,大大節約加工時間和成本。

圖6 模具的半導體(ti) 激光淬火
圖7汽車車門模具,模具材料為(wei) 7CrSiMnMnV。該模具在激光淬火前進行過傳(chuan) 統的熱處理,並且采用傳(chuan) 統的堆焊方法進行過模具改道,但是由於(yu) 傳(chuan) 統堆焊的熱影響區大,導致了淬火後的模具出現了回火現象,模具的硬度下降,無法滿足使用要求。該模具采用激光淬火後,硬度恢複到可使用的水平。對各種原因造成的模具硬度下降,均可采用激光淬火來提高或恢複其硬度。

圖7 汽車門模具的半導體(ti) 激光淬火
3) 電力設備
圖8所示,該發電機轉子在長期使用中導致軸承部位磨損,尺寸減小,需對其進行尺寸修複。激光熔覆加工後,熔覆層硬度為(wei) HRC55-60,熔覆層無裂紋、氣孔,且與(yu) 基材呈冶金結合,熔覆層組織致密,耐磨性能高,經使用後表明,激光熔覆後的汽輪機轉子使用壽命提高了2-3倍。

圖8 汽輪機轉子半導體(ti) 激光熔覆
4)冶金行業(ye) 的應用
圖9所示,軋輥材料為(wei) 中NiCr,經激光合金化後,表麵硬度可達HV900-950,合金化層深度約為(wei) 0.5-0.7mm,表麵粗糙度為(wei) Ra2~3μm,使用壽命提高1-2倍。

圖9 軋輥的半導體(ti) 激光合金化
4 結論
本文研發的半導體(ti) 激光表麵強化及再製造裝備可實現能夠實現距離、溫度、軌跡、處理效果的智能化控製,可高質高效地對任意複雜曲麵的工件進行激光表麵強化,大幅度提高工件表麵的硬度和耐磨性能,延長工件的使用壽命,解決(jue) 諸多傳(chuan) 統高功率CO2激光表麵強化裝備無法解決(jue) 的問題,並建立了典型材料的半導體(ti) 激光表麵淬火及熔覆的工藝數據庫。該半導體(ti) 激光智能化裝備已經在汽車模具、石油機械、電力設備、冶金設備等行業(ye) 進行了工程化應用,大幅提高了工件的壽命和生產(chan) 效率,給企業(ye) 帶來了十分可觀的綜合經濟和社會(hui) 效益,增加了產(chan) 品附加值,提高了產(chan) 品的整體(ti) 競爭(zheng) 力。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們