




能源危機的持續發酵、歐盟“碳稅”的征收都必將促使航空公司對民用客機提出更加明確的減重要求。20世紀90年代起,經過近10年的研究,空客公司成功地將雙光束激光焊接技術應用於(yu) 鋁合金機身壁板結構,替代了傳(chuan) 統的鉚接結構(圖1),使飛機機身的結構概念從(cong) 組裝結構過渡到整體(ti) 結構。該技術針對機身壁板的蒙皮- 長桁結構,利用兩(liang) 台完全相同的CO2 激光器在長桁兩(liang) 側(ce) 進行雙側(ce) 同步焊接,該技術避免了傳(chuan) 統的單麵焊雙麵成形工藝對蒙皮完整性的破壞,具有極大的優(you) 越性。有資料表明:采用該技術在不降低結構強度及疲勞壽命的前提下,能減少5%~10% 的結構重量,並降低成本15%,提高了生產(chan) 效率[1-3]。
雙光束激光焊接技術簡述
雙光束激光焊接技術最早是由德國的Bias(不萊梅射線研究所)、Gkss(亥姆霍茲(zi) 聯合會(hui) )、Fraunhofer(福朗霍夫材料與(yu) 射線研究所)、LZH(漢諾威激光研究所)、亞(ya) 琛工大等眾(zhong) 多科研院所一起參與(yu) 完成的。同時,相關(guan) 焊接設備由Schuler-held、M.torres、Rofin 等公司提供。激光焊接技術也成為(wei) 了德國航空業(ye) 的重點發展技術之一。除了已經研製成功的激光焊接蒙皮- 長桁結構以外,其他的激光焊接應用也正處於(yu) 研發階段。這些應用包括利用機器人焊接角片、焊接Al-Mg-Sc 材料的著陸襟翼結構以及激光焊接鋁- 鈦異種材料航空座椅滑軌[3-4]。
雙光束激光焊接技術最早用於(yu) 空客A318的前機身以及中後機身兩(liang) 塊壁板的生產(chan) 製造,並在裝機之前通過了FAA(美國聯邦航空管理局)的適航認證。圖2 為(wei) 德國空客車間的雙光束激光焊接生產(chan) 線,隨著3條焊接生產(chan) 線的購置安裝,焊接機身壁板於(yu) 2001年在德國諾登哈姆的空客車間內(nei) 實現了批量生產(chan) 。另外,隨著此項技術的不斷成熟,包括A340、A380 在內(nei) 的機型也都采用了激光焊接壁板,且壁板的數量也從(cong) 開始的2塊(總計110m 焊縫),到最多使用14塊激光焊接壁板(總計約798m焊縫)。空客的最新型號A350在設計初期也準備采用激光焊接鋁鋰合金壁板,並且使用壁板數量進一步增加;然而,波音公司的787夢幻客機取得了商業(ye) 成功,迫使A350改變原有計劃,將複合材料大量應用於(yu) 機身機構[5]。因此,A350暫不采用該技術,但是可以預見在未來很長一段時間,金屬材料仍會(hui) 在飛機的主要型號中大量使用,同時空客還在研究將此技術推廣應用於(yu) 飛機機身上壁板[6],因此該技術的應用仍然值得期待。
|
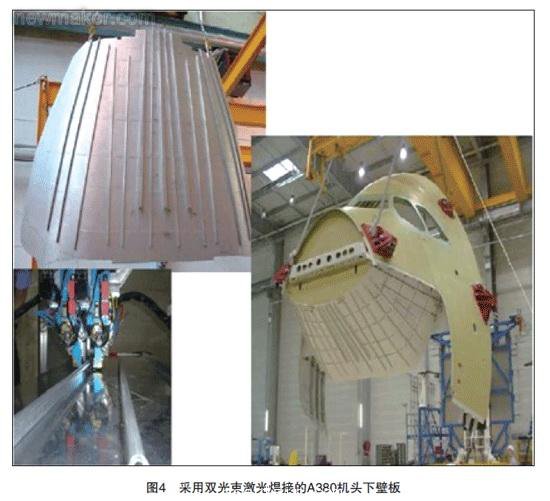
圖4為世界最大飛機A380 客機使用雙光束激光焊接的機頭下壁板,焊接選用的材料為AA6013( 蒙皮材料)/AA6056( 長桁材料),與傳統的6061 鋁合金相比,這兩種材料具有良好的焊接性能,材料本身具備中等強度,同時還具備優異的損傷容限性能。填充材料選用流動性較好的4047 鋁合金焊絲。
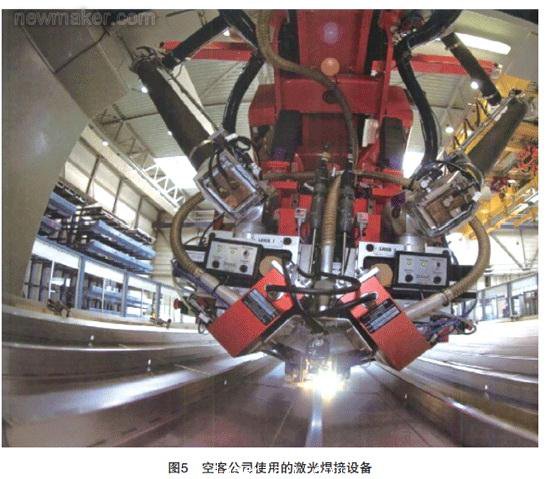
該技術對於設備的要求較高,有資料表明:空客公司的焊接設備(圖5)主要由激光焊接係統、運動係統、焊接跟蹤係統、焊縫監測係統、工裝夾具係統和控製係統6部分組成[3]。其中激光焊接係統是整個設備的核心,主要用於激光的產生與傳輸;運動係統將保證整個設備的運動精度;焊接跟蹤係統主要用於焊縫的定位及調整;焊縫檢測係統用於焊接過程中焊接質量的監測以及焊後焊縫質量的檢測;工裝夾具係統用來實現蒙皮與長桁的裝夾定位,在激光焊接過程中由於對焊前裝配要求嚴格,必須設計一個特殊的非標夾具用於長桁的裝夾,這個夾具應同時具備夾緊和導向功能,而蒙皮的夾持由全型麵的真空吸附模胎實現;而以上係統在集成後由中央控製係統實現整個設備的控製。本節隻重點討論激光焊接係統的選型及比較。
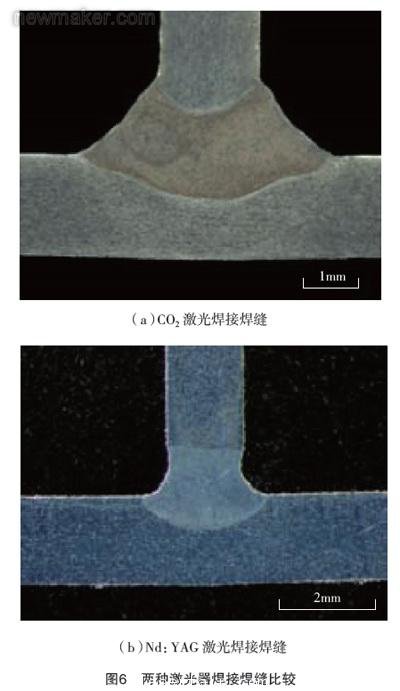
在激光器的選擇方麵,德國和法國的空客公司分別采用了不同類型的激光器,其中法國空客采用的是兩台Nd:YAG固體激光器,而德國空客采用了2台CO2激光器,而這兩種激光器在進行這種工藝焊接時也各有特點。兩種激光器的比較見表1。從中可以發現:CO2激光器的波長較大,因此在焊接鋁合金過程中,激光更容易被反射;同時光斑直徑較小、光束能力分布集中、質量較好。
展望 複合材料具有高的比強度和比模量、良好的結構可設計性和抗疲勞特性等優點[7],因此複合材料的大量應用已經成為民機發展的重要趨勢之一。但以美國鋁業(Alcoa)和加拿大鋁業(Alcan)為代表的公司也積極開展新型鋁鋰合金的研發,這些第3代鋁鋰合金在保持了以往鋁鋰合金密度低,比強度、比剛度高等優異性能的同時,還具備了材料各向異性低、損傷容限高、耐腐蝕性好及加工性能好等特點。因此針對這種材料開展雙光束激光焊接技術極具意義。另外,由於在飛機服役過程中,上下壁板結構受力情況不同,將此技術應用於飛機的上壁板還麵臨提高整體結構的損傷容限能力的挑戰。而鑒於國內已經開展了相關技術的研發並取得初步進展,但離最終的型號使用需求還有一段距離,變形控製及矯形技術等研究將是後期工作的重點。(end) |

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們