




在維修或優(you) 化發動機零部件方麵,激光熔覆是一種成熟的技術,由於(yu) 其可靠的可重複性、少量的熱敏元件應力和實現低成本的機械改造,這些優(you) 勢都讓激光熔覆成為(wei) 一種不可缺少的技術。現在市場上出現了一種新的設備——iClad®,可用於(yu) 熔覆內(nei) 部輪廓或盲孔,達到傳(chuan) 統的加工頭所無法企及的水平。這種微型加工適用於(yu) 熔覆直徑小至26mm的孔,加工深度可達500毫米。現在,它的生產(chan) 者Pallas公司(位於(yu) 德國Wrselen)首次給iClad裝備了一個(ge) 旋轉加工頭,可以用來修複柴油火車發動機中磨損的缸孔。配備旋轉功能的機器在眾(zhong) 多應用方麵擁有無與(yu) 倫(lun) 比的潛力,修複帶有偏心孔或直徑50毫米或以上的非旋轉對稱的開口組件的內(nei) 部輪廓,加工深度可達500毫米。
修複大型柴油列車的發動機
比利時激光專(zhuan) 家——Laser Coating Diamond Technology公司(簡寫(xie) 為(wei) LaserCo DT),總部設在比利時Str py- Bracquegnies,通過激光熔覆和金剛石塗層保護金屬免受磨損。一家比利時鐵路運營商委托該公司,采用激光熔覆技術對上下活塞的反轉點來整修磨損的缸孔。該公司的常務董事Hugues Desmecht,要求位於(yu) 德國Aachen的弗勞恩霍夫激光技術研究所(ILT)開展可行性研究。關(guan) 於(yu) 這項研究,ILT與(yu) Pallas公司(www.pallaskg.de)緊密合作,早期兩(liang) 者合作開發出了iClad,並且現在正在市場上銷售該係統。在這項研究中,基於(yu) iClad的激光熔覆被用於(yu) 修複六個(ge) 損壞缸孔中的兩(liang) 個(ge) 。
無需更換部件
更換發動機所需要的成本大約是20000美元。考慮到在運輸過程中所消耗的大量資金和時間,激光熔覆是被認可的更具時間和成本效益的替代方案。對於(yu) 足夠大的孔徑,如直徑100毫米或更大,市場上現有多種傳(chuan) 統的加工頭能提供外部或內(nei) 部輪廓的加工。現在,隨著小型旋轉iClad頭的問世,它已成為(wei) 一種可靠的維修受損缸孔的新技術,是以前標準加工頭所無法做到的。因此,LaserCo DT公司和比利時的鐵路運營商對ILT所進行的可行性研究有著很高的期望。
|
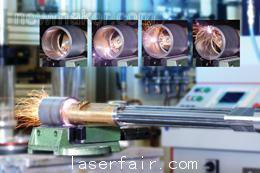
每個iClad頭(圖1)包括三個模塊:粉末供料口,主體和光纖插頭。與傳統的加工頭對比,iClad加工頭和組件之間的工作距離隻有幾毫米。而在標準加工頭中,該距離達到20毫米。根據加工點的不同,激光束可以30 或90 的角度退出。盲孔可以很容易地利用30 角的加工頭完成塗覆,這得益於激光的工作點在加工頭前方。需對通孔進行塗覆時,就采用90 角的加工頭。內部狹窄的旋轉加工頭有額外的功能,因為它可以插入孔內從側麵或頂部進行熔覆——下降深度達500毫米。工業應用的主要標準是加工頭持續的熱負荷能力。使用的高效水冷卻方式可以防止精密元件發生過熱現象。加工頭的內部保護係統可以防止它受到粉末顆粒沉積帶來的汙染或損壞。此外,激光束經過的光學路徑也持續充滿著保護氣體。
配備旋轉功能的新型加工頭被用來翻新柴油發動機的缸孔(圖2)。旋轉驅動器集成到加工頭部允許修複靜態安裝部件上的偏心孔。即便是水平插入,加工頭也能確保粉末均勻應用,而無需改變其旋轉角度。然而,在這種特定的應用程序中,旋轉頭通過五軸聯動係統垂直地插入氣缸孔。使用旋轉頭的一個主要爭議點就是,考慮到加工頭自身的重量,要讓它通過固定的加工頭旋轉重達700公斤的柴油發動機是不可能的(圖3)。偏心孔創造了大量的不平衡,使得它非常難保證所需要的加工精度。對每一個汽缸單獨進行中心定位是一個不太可行的選擇,因為涉及大量的成本因素。
在上下壞點間的汽缸磨損內層,覆蓋大於1毫米厚度的塗層。這就是所謂的不鏽鋼合金熔覆,以確保不僅僅是必要的耐磨性,而且在酸性和堿性環境中擁有良好的耐腐蝕性。選定合金材料的韌性能夠防止裂紋的形成,還具有良好的機械加工性能和最小表麵的塗層孔隙率。首先,將LaserCo DT客戶的磨損孔機加工到一定尺寸,以消除磨損和裂痕,為後續的激光熔覆創建一個光滑的表麵。
Weisheit先生對測試結果非常滿意。他說:“這毫無疑問證明激光熔覆在缸孔的修複方麵技術上是可行的,也符合成本效益,無需購買替代品更換。應用可旋轉的內部輪廓加工頭iClad,得到的塗層具有優良的表麵質量。”在他看來,運轉的發動機已經證明了其工業應用的能力。即使經過幾個小時的連續使用,它繼續工作的能力仍然絕對可靠。這個測試的圓滿成功為修理或修複機器零件提供了突破性的證據,這是以前可望而不可及的。 Kalawrytinos看到這種獨特加工頭的巨大應用潛力,“ iClad的五軸加工能力允許它以合理的成本和在前所未有的時間段內精準地翻修磨損的孔洞。” 本文作者Stephan Kalawrytinos是Pallas公司的總經理(公司位於德國Wrselen),Andreas Weisheit博士就職於弗勞恩霍夫激光技術研究所,Hugues Desmecht是LaserCo DT公司總經理(公司位於比利時Strpy Bracquegnies)。有關更多信息,請發電郵至:info@pallaskg.de或 info@laserco.be。(end) |





轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們