




隨著10萬(wan) 多日元的低價(jia) 格機型亮相,3D打印機已經成為(wei) 非常貼近生活的設備。今後,製造業(ye) 也許會(hui) 迎來“設計人員人手一台(3D打印機)”的時代。不過,與(yu) 已經普及的家用噴墨打印機不同,3D打印機需要進行一定程度的事前準備和事後處理,模型的品質也會(hui) 因設置而異。筆者親(qin) 自試用了3D打印機,下麵就來介紹一下。
首先用樣本數據造型
筆者此次挑戰的是美國3D Systems公司的“CubeX”(圖1)。CubeX是2013年6月剛剛在日本上市的新產(chan) 品,售價(jia) 約為(wei) 40萬(wan) ~50萬(wan) 日元,個(ge) 人購買(mai) 的話並不算便宜,但訂購者依然很多。筆者從(cong) 3D Systems的銷售代理商之一的武藤工業(ye) 公司借來了實機,用3D打印機製作了模型。
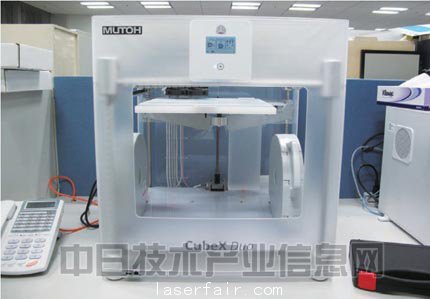
圖1:筆者試用的3D打印機“CubeX”
從(cong) 包裝中取出打印機後要做一些準備工作,比如去掉防止產(chan) 品在運輸途中損壞的緩衝(chong) 材料、安裝材料墨盒和造型台(放置模型的板)等部件。該產(chan) 品附帶工具箱,準備工作中有不少都需要使用工具(圖2)。

圖2:附帶的工具 不僅(jin) 有從(cong) 造型台上剝離模型和切斷線材的造型工序要使用工具,
設備的調整等也必須要使用工具。
製作模型必須要有3D數據。附帶的U盤中保存了很多測試數據,筆者首先試製了其中之一(螺旋槳)。尺寸為(wei) 直徑約34mm,高約29mm。
測試數據以STL格式保存,3D打印機無法直接讀取,必須轉換為(wei) 控製機器動作的代碼。因此,在個(ge) 人電腦上安裝附帶的轉換軟件後啟動軟件,讀取目標STL文件。U盤中有安裝程序。還可以從(cong) 3D Systems公司的網站“Cubify”下載。
之後,就能在屏幕上看到一個(ge) 放在與(yu) 造型台形狀相同的台子上的紅色的3D模型(圖3)。方向和位置可以自動調整,想改變方向、位置以及尺寸時,利用位於(yu) 界麵上部的菜單進行平行移動、旋轉、放大或縮小即可。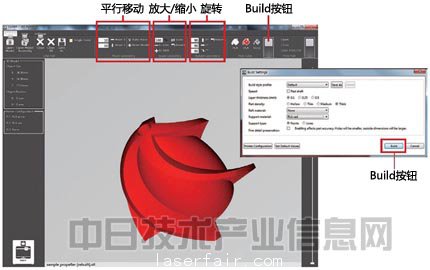
圖3:轉換軟件的界麵 讀取STL文件,設置使用的材料和層厚等條件後,
就會(hui) 生成控製3D打印機的文件。
如果方向和尺寸沒有問題,點擊“Build”按鈕,會(hui) 彈出一個(ge) 窗口。在彈出的窗口中選擇層厚、密度、是否帶底座(raft)、材料等。筆者此次選擇的是層厚為(wei) 0.1mm,密度為(wei) 最高級別的4級、不帶底座。
設置完成後,點擊彈出式窗口右下方的“Build”按鈕,就會(hui) 通過STL數據根據剛剛設定的條件計算模型截麵形狀,然後轉換成控製實際打印頭動作的數據。該數據以擴展名為(wei) “.cubex”的印刷文件的形式被保存到U盤中。 STL數據隻具備表示3D形狀表麵(邊界)的信息。要想運行3D打印機,在把3D形狀作為(wei) 截麵形狀(切片數據)的集合體(ti) 表現的同時,還需要其他信息,比如如何用材料填充各截麵形狀等。具體(ti) 來說就是以何種路徑和速度驅動噴頭,如何控製噴出時的樹脂溫度和噴出量等。
開始造型
把準備好的U盤插入3D打印機機身前麵左下方的插口,然後選擇目標文件就開始造型了,不過在此之前還需要一項準備工作,那就是為(wei) 了使第一層樹脂粘牢,用附帶的膠棒在造型台上塗一層膠。之前轉換數據時已經顯示了在造型台上的哪個(ge) 位置製作模型,因此隻需在大概的位置上塗抹差不多的範圍即可。
完成造型台的準備後,在裝置前麵上部的觸摸麵板上,從(cong) “Print”菜單選擇目標文件就開始造型了。噴頭的溫度慢慢上升到目標溫度後,噴頭就會(hui) 移動到造型區,一點一點層積紅色樹脂(圖4)。
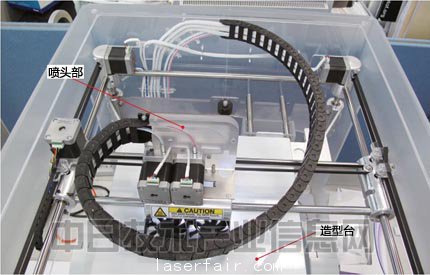
圖4:開始造型的3D打印機(俯視圖) 中央為(wei) 噴頭部分,噴頭可前後左右移動。筆者此次設置的是最小層厚、最大密度,因此造型用了約1個(ge) 半小時。圖5是以大約10分鍾為(wei) 間隔拍攝的模型層積的過程。噴頭基本上是先形成截麵形狀的輪廓線,然後再全麵填塗其內(nei) 部。截麵麵積小的話,打印一層所需的時間也較少。
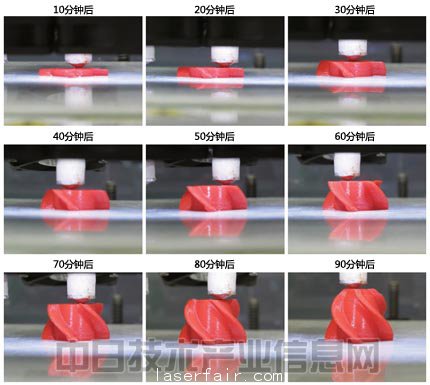
圖5:正在層積的模型 以大約10分鍾為(wei) 間隔拍攝,可以看出在逐步層積。
在剛剛開始造型時(底部)和即將結束造型時(頂部),噴頭的動作比較有特點。打印底部時,可能是為(wei) 了與(yu) 造型台貼緊,溫度較高。然後暫時移開噴頭,等溫度稍微降低再繼續打印。#p#分頁標題#e#
打印頂端時,每製作一層就要移開一次噴頭。這可能是因為(wei) 截麵麵積小、剛剛噴出的樹脂的溫度還沒有降下來,所以要等一會(hui) 兒(er) 再打印下一層。
從(cong) 造型台上取下模型
製作完成後,造型台向下移動,然後停止工作。把固定有模型的造型台從(cong) 打印機上卸下,準備分離模型(圖6)。雖然取決(jue) 於(yu) 造型台與(yu) 模型的接觸麵積以及用膠棒塗膠的方法,不過有時用手就能輕鬆取下來。但如果強行用手掰,會(hui) 損壞好不容易製作的模型。
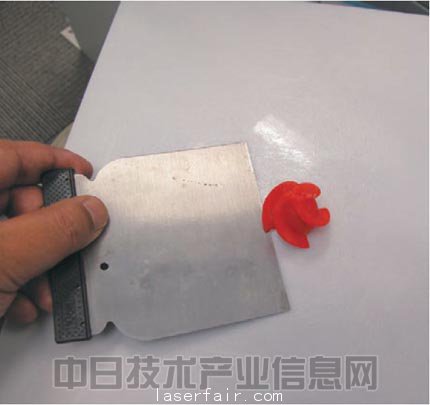
圖6:從(cong) 造型台上剝離模型 用金屬刮刀插入造型台與(yu) 模型之間,取下模型。
如果粘的比較牢固,一邊用溫水溶解粘合劑一邊剝離會(hui) 比較容易。
筆者此次謹慎行事,用附帶的刮刀來分離模型。把工具頂端插入造型台與(yu) 模型之間,慢慢向裏推,到差不多的位置就能輕鬆取下來。如果用力過大,模型在離開粘接麵的瞬間會(hui) 趁勢飛出去,所以需要注意。
使用手冊(ce) 中推薦的模型分離方法為(wei) ,把整個(ge) 造型台浸入溫水中使膠溶解,然後再用工具鏟。還有就是,每次完成造型後,都要用水清洗造型台上殘留的膠(圖7),這個(ge) 工作並不麻煩。

圖7:用溫水清洗造型台 造型後,把造型台表麵附著的膠水衝(chong) 洗幹淨。
隻需用溫水衝(chong) 洗並用手輕輕擦拭就能輕鬆去除。
試著改變層厚
通過以上步驟完成的模型雖然頂端部分的形狀看起來像是有點損壞,但基本上如實再現了3D模型數據。螺旋狀的葉片有懸空的部分,但沒有支撐也能完成造型。接下來,筆者試著改變造型條件,繼續製作同一模型(圖8)。這次把層厚由之前的0.1mm擴大到了0.5mm。
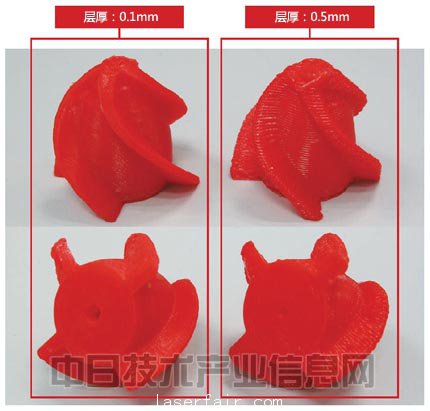
圖8:以不同層厚製作的同一模型 左側(ce) 是以0.1mm的層厚製作的模型,
右側(ce) 是以0.5mm的厚度製作的。
乍一看感覺形狀基本相同,但仔細看就會(hui) 發現層厚為(wei) 0.5mm的模型的積層間隔變大了,頂部的再現性也不如層厚為(wei) 0.1mm的模型,但造型時間由約一個(ge) 半小時大幅縮短到了16分鍾。在設定中還可以選擇0.25mm的層厚,選擇哪種層厚取決(jue) 於(yu) 想以何種精度和再現性製作什麽(me) 樣的形狀,要求用戶具備一定的經驗。
製作自創的形狀
隻根據樣本數據製作模型太乏味了,於(yu) 是筆者決(jue) 定製作自創的形狀。CubeX附帶3D建模軟件“Cubify Invent”,可以從(cong) 零開始製作3D模型,不過這需要具備一些建模知識。筆者試著挑戰了一下,無奈怎麽(me) 也做不好,隻好放棄製作完全獨創的形狀。
於(yu) 是,筆者決(jue) 定利用“Cubify”網站上公開的用來製作3D模型數據的Web應用。具體(ti) 來說,就是定製行李牌的應用。在保存數據之前的階段任何人都可以自由使用,但保存數據時需要登錄Cubify。選擇基本形狀後,在上麵追加各種裝飾。
基本形狀筆者選擇了傳(chuan) 統的長方形,在上麵添加了字母“NIKKEI MONOZUKURI”(圖9)。雖然可以選擇文字大小,但由於(yu) 範圍有限,無法將“MONOZUKURI”放在一行,隻好改為(wei) 兩(liang) 行。將該數據保存為(wei) STL格式,用前麵提到的轉換軟件讀取,接下來就是用3D打印機打印(圖10)。

圖9:可製作3D模型的Web應用 可以在該應用準備的形狀上自由配置文字等。
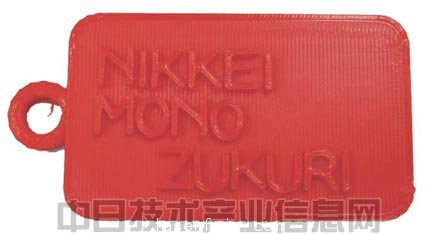
圖10:製作完成的原創行李牌 “NIKKEI MONOZUKURI”的文字部分也基本準確地完成了造型。
字母部分也製作得相當清晰,而且充分確保了文字間的間隙。實際上,照片中的行李牌是在轉換軟件讀取了STL文件後,把尺寸放大了1倍製作的,即把長50×寬25×厚4.5mm放大為(wei) 長00×寬50×厚9mm。
筆者開始是按照STL文件直接製作,但發現文字部分模糊不清。把層厚改為(wei) 0.1mm後依然如此,看來,分別考慮造型台平行方向(XY方向)的分辨率與(yu) 積層方向(Z方向)的分辨率比較好。#p#分頁標題#e#
慎重調整
筆者不斷改變設置條件進行了多次嚐試,觀察其中的差異,造型失敗的次數也不少。回顧造型失敗的例子,筆者覺得關(guan) 鍵在於(yu) 噴頭的移動平麵與(yu) 造型台的平行度,以及造型台與(yu) 噴嘴之間間隔的調整。雖然使用手冊(ce) 中寫(xie) 著要在最初做這些調整,但經曆失敗後才切身體(ti) 會(hui) 到了調整的重要性。
首先是噴頭的移動平麵與(yu) 造型台的平行度。噴嘴在XY方向移動時,要保持造型台表麵與(yu) 噴頭(噴嘴頂端)之間的間距不變。如果這項調整失敗,截麵形狀不同位置處的厚度就會(hui) 不一樣。
3D打印機配備了確認該平行度的功能。在觸摸麵板中選擇這項功能後,噴頭部分會(hui) 移動到造型台的四角停一會(hui) 兒(er) 再移動到下一個(ge) 角。停下時用戶可觀察噴頭在四角與(yu) 造型台之間的間距,確認是否傾(qing) 斜。如果傾(qing) 斜,轉動支撐造型台的螺栓進行調整即可。
水平方向調整好後,再對造型台與(yu) 噴頭部分之間的間隔進行微調。如果間隔過大,第一層樹脂無法固定在造型台上,導致造型無法繼續,而間隔過小,噴嘴頂端會(hui) 碰到好不容易造型好的樹脂上。
這項調整通過手動上下移動3D打印機的造型台即可完成。首先慢慢抬高造型台,在剛剛接觸噴頭時停下來。然後使造型台降低0.1mm,確保二者之間的間隔。
當然,筆者此次也先進行了這項調整,但好像做的有點不到位。實際上,筆者在嚐試的過程中多次遇到問題,比如第一層的材料沒有落到造型台上、層積好的樹脂被噴頭碰到損壞,等等。
由於(yu) 是在這樣的“艱苦奮戰”下體(ti) 驗的,因此最初計劃的造型未能全部完成。其實,筆者還準備了鑰匙扣的3D掃描數據,但因過於(yu) 複雜,而筆者隻是個(ge) 初學者,最後不得不放棄。去除支撐體(ti) 的作業(ye) 也是筆者想挑戰的項目之一。
雖然條件設置並不複雜,但設備的調整等會(hui) 大大影響到造型能否成功以及品質高低。通過此次體(ti) 驗,筆者覺得3D打印機必須積累豐(feng) 富的經驗才能熟練使用。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們