




在外科、整形外科和其他醫療設備製造方麵,一些傳(chuan) 統的加工技術—有些甚至有上百年的曆史—仍然有著非常重要的作用。然而,最近在激光源和控製技術方麵的進展為(wei) 醫療設備的精密切邊、鑽孔和熱處理打開了新的大門。當與(yu) 其他加工工藝結合在一起後,設計師們(men) 在衡量產(chan) 品的可製造性時可以找到一種最佳的方式。接下來將為(wei) 讀者介紹新技術與(yu) 舊技術是如何聯手滿足醫療設備製造的特殊需要的。
充滿挑戰的曆史
1957年,Earl Bakken與(yu) 明尼蘇達大學著名的心髒外科醫生C. Walton Lillehei一起研發出使用晶體(ti) 管節拍器(transistorized metronome)的便攜式心髒起搏器。這便是全球植入性醫療器械製造產(chan) 業(ye) 的開端。
自此,正確的設備功能、生物相容性、可製造性和最終的成本等等問題接踵而至。如何讓植入在體(ti) 內(nei) 的假體(ti) 發揮正常功能並且與(yu) 身體(ti) 組織和諧共處,這永遠是一個(ge) 挑戰。隨著微加工技術的進步,過去幾年來在這方麵的設計得到提升。選擇合適的材料也使得生物相容性問題不那麽(me) 令人畏懼。
為(wei) 了生產(chan) 出高度一致的可靠的能挽救生命的產(chan) 品,生產(chan) 工程師們(men) 承受了巨大的壓力,他們(men) 在統計過程控製(SPC)技術的支持下,想方設法設計出獨特的解決(jue) 方案來確保整個(ge) 過程都處於(yu) 控製之中,並最終生產(chan) 出可靠的產(chan) 品。接下來就是成本問題。如果生產(chan) 出來的產(chan) 品是大部分需要它的人負擔不起的,那麽(me) 這種產(chan) 品對於(yu) 我們(men) 的社會(hui) 還有什麽(me) 意義(yi) 呢?
對Earl Bakken來說,不幸的是在他那個(ge) 年代並沒有工業(ye) 激光器,而且早期的設計和生產(chan) 中,傳(chuan) 統的材料和工具難以生產(chan) 出需要的組件。直到二氧化碳和Nd:YAG激光器在材料加工中得到應用時,情況才開始迅速變化。20世紀90年代以前,用於(yu) 金屬醫療設備開發和製造的激光器主要是兩(liang) 種類型:二氧化碳和閃光燈泵浦Nd:YAG激光器。
在20世紀90年代中期,改進的Nd:YAG激光器開始用於(yu) 材料“冷”去除(燒蝕)和點焊等關(guan) 鍵過程中。技術要求很高的燒蝕一般使用準分子激光技術(光斑尺寸一般為(wei) 25~50微米,波長一般為(wei) 0.2~0.4微米),雖然昂貴,但是極為(wei) 有效。
選擇正確的激光器
以下將介紹如今用於(yu) 醫療設備製造中的材料加工(切割、鑽孔和焊接)的四種激光器,以及如何選擇適合該種加工方式的激光器。
重要的是要記住:激光器隻是激光係統中的一個(ge) 組成部分,其作用類似於(yu) 汽車的引擎。對於(yu) 基於(yu) 激光技術的製造醫療設備的生產(chan) 體(ti) 係來說。不僅(jin) 要考慮激光器,還要考慮到其他的組件,例如運動係統、控製係統、過程傳(chuan) 感器和輔助組件等。
我們(men) 首先簡要地討論以下四種激光器:CO2、脈衝(chong) Nd:YAG、Yb光纖和超短脈衝(chong) 激光器,以及三種在醫療設備製造中常見的材料加工方式:切割、鑽孔和焊接。
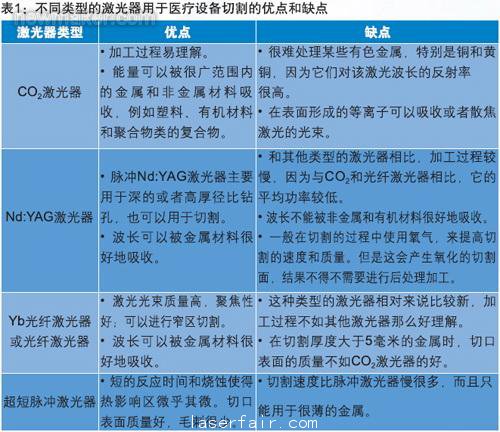
CO2激光器:CO2激光器是以CO2氣體(ti) 作為(wei) 工作物質的氣體(ti) 激光器,放電管裏麵充以CO2氣體(ti) 和其他輔助氣體(ti) (主要是氦氣和氮氣,一般還有少量的氫或氙氣)。這是有記載的最早用於(yu) 製造業(ye) 的激光器類型之一,最早應用於(yu) 該工業(ye) 的記載是1966年用於(yu) 它的切割和焊接。它的波長為(wei) 10.6微米附近的遠紅外波段(IR)。
Nd:YAG激光器:這種激光起初是由一個(ge) 或多個(ge) 高強度氙燈來激發摻釹釔鋁石榴石晶體(ti) ;後來采用激光二極管來激發。其波長是在1.06微米的近紅外波段。目前使用的Nd:YAG激光器主要是脈衝(chong) 類型;CW版本很大程度上被光纖激光器取代。
光纖激光器:向光纖中摻雜Yb(鐿)離子使之激活,使用二極管激發。雖然有其他選擇,但在材料加工的高功率應用中Yb被認為(wei) 是最具成本效益的。這種激光器的波長也是在1.07微米的近紅外波段。光纖激光器按輸出激光特性分為(wei) 連續光纖激光器和脈衝(chong) 光纖激光器。
超短脈衝(chong) 激光器: 一般定義(yi) 為(wei) 固體(ti) 脈衝(chong) 激光器產(chan) 生的脈衝(chong) 寬度在皮秒(10-12秒)至飛秒(10-15秒)量級。這些激光器通常有一個(ge) 基本的波長。基本頻率是在1.06微米的近紅外波段,通常可翻一倍、兩(liang) 倍或三倍至可見光或紫外波長。使用更短的波長來加工有很多好處,例如當需要比基本波長能實現的尺寸更小的激光光束時。這種類型的激光器的共同特點是能產(chan) 生質量非常高的激光光束,高頻率且脈衝(chong) 極短,通常在kHz至MHz之間。
從(cong) 製造商的報告中可以清楚地看到,對於(yu) 製造醫療設備所使用的一般材料,CO2和Yb光纖激光器這兩(liang) 種類型都可以勝任切割和焊接各種薄和厚的材料的工作。超短脈衝(chong) 激光器最好是用於(yu) 切割和鑽孔那些要求熱影響區(HAZ)很小或者沒有的薄的材料,或者是對完成的部件進行後處理。
同樣,雖然近期的進展使我們(men) 的目光轉向高峰值功率光纖激光器,但是脈衝(chong) Nd: YAG激光器仍然是唯一一個(ge) 可以鑽高厚徑比孔的激光器。有許多研究都看好這種類型的激光器在鑽孔方麵的應用。如果現在要求鑽高厚徑比孔,那麽(me) 唯一的選擇就是脈衝(chong) Nd:YAG激光器。它可以實現各種切割和切邊的應用,但是速度比其他類型的激光器所能實現的速度要低。它可以應用於(yu) 一些自體(ti) 焊接,但是使用填充材料的焊接則超出了標準的脈衝(chong) Nd:YAG激光器的能力。
為(wei) 切割和焊接的組合來選擇激光器是一個(ge) 相對容易的工作,而為(wei) 鑽孔和切割的組合或者鑽孔和焊接的組合甚至是這三種的組合來選擇激光器則要困難得多。稍有不慎,整個(ge) 激光係統則不能給出一個(ge) 令人滿意的解決(jue) 方案來同時滿足三種加工方式的要求。
切割
激光切割時,聚焦的激光束在工件的表麵被吸收後可以將材料熔化。與(yu) 此同時,用與(yu) 激光束同軸的氣體(ti) 來提供機械能量(在某些情況下是化學能量)來移除被激光熔化的材料。在很多材料上可以用激光實現“清潔切割”,並且借助於(yu) 一些惰性氣體(ti) ,如氮氣、氬氣或氦氣,來保證切口表麵不會(hui) 發生化學反應,相對來說也沒有毛刺和碎片,熱影響區(HAZ)也小。後者取決(jue) 於(yu) 激光參數、運動係統和工件的形狀。超短皮秒(ps)和飛秒(fs)脈衝(chong) 激光器通常不需要這些氣體(ti) 來協助,因為(wei) 材料被移除的同時會(hui) 被汽化和/或升華,有時被稱為(wei) “冷燒蝕”。這種低能量、短脈衝(chong) 持續時間和高重複率的結合,使得工件吸收的熱量很小。最終的結果就是切割的邊緣很小,而且幾乎沒有熱影響區(HAZ)。
鑽孔
衝(chong) 擊打孔:激光束聚焦到直徑大約等於(yu) 所需的孔的直徑大小,並且聚焦到固定的材料表麵,一係列的激光脈衝(chong) 通過熔化材料來去除它,直到形成一個(ge) 洞。一種連續鑽孔的方法被稱為(wei) 飛行鑽孔(drill on-the-fly,縮寫(xie) 為(wei) DoF),它是在衝(chong) 擊打孔的基礎上,通過將組件以特定的速度旋轉來達到以特定的排列來鑽孔的目的。即,在特定排列的孔洞位置處施以單一的激光脈衝(chong) ,然後在隨後的組件旋轉過程中,額外的激光脈衝(chong) 會(hui) 繼續被施加到每個(ge) 孔洞的位置,直到形成所需要的孔。

衝(chong) 擊打孔和飛行鑽孔主要建立在每秒鍾數十個(ge) 脈衝(chong) 的高脈衝(chong) 能量上。每一脈衝(chong) 都會(hui) 熔化並蒸發一部分材料,同時在熔體(ti) 腔內(nei) 形成高壓(在蒸發過程中,孔眼中的材料體(ti) 積急劇膨脹,產(chan) 生了很大的壓力)。這導致被去除的熔化的材料會(hui) 形成融熔體(ti) 。融熔體(ti) 的大小取決(jue) 於(yu) 具體(ti) 的激光參數和材料的化學組分。
旋切打孔:激光束聚焦到比所需的孔的直徑還小的直徑大小。材料在所需的孔的中心位置被打出一個(ge) 較小的初始孔,然後激光器在工件上方幾個(ge) 越來越大的環形軌道中移動,將初始孔擴大,直到形成所需直徑大小的孔。
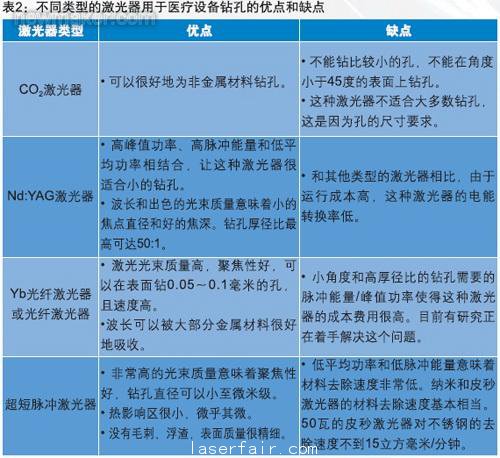
燒蝕:用超短脈衝(chong) 激光器逐步燒蝕材料直到形成孔。激光的焦點直徑一般比較小,和所需的孔徑有關(guan) 。激光光束一般通過精密的光束導向技術傳(chuan) 遞至工件(光柵式掃描),速度相對較高,直到形成所需要的形狀,或者是圓形或螺旋狀直到形成圓形的孔。材料被逐步去除直到達到所需的深度或者是形成孔洞。這裏不需要輔助氣體(ti) 。這種方法的優(you) 點是速度高,但是激光脈衝(chong) 的低能量使得該方法不適用於(yu) 薄的材料或者是淺層燒蝕。
旋切打孔在質量(圓度、錐度、熱影響區)和產(chan) 出量(每秒鑽孔的數量)方麵都有很好的表現。使用飛行鑽孔和燒蝕的方法,鑽孔速度可以超過每秒100孔。不過,實際的速度還取決(jue) 於(yu) 深度、直徑和所要求的質量。一般來說,高質量的光束—毫秒級脈衝(chong) Nd:YAG激光器—在長時間地使用過程中已經證明了它在醫療設備組件製造過程中的鑽孔方麵可以很好地平衡產(chan) 出量和精密度。

焊接
激光焊接可分為(wei) 兩(liang) 類:
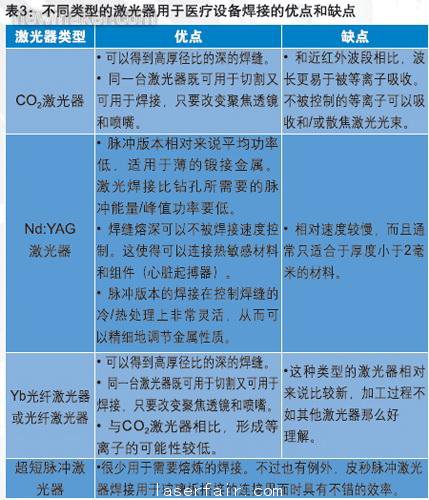
自體(ti) 激光焊接:不同的材料在沒有添加額外的材料時融合在一起。這種形式的激光焊接需要高水平的夾具,運動係統和接合預備的精確性也要高。在整個(ge) 焊接過程中,非常關(guan) 鍵的一點就是保證焊接的材料控製在所要求的焊點上。材料的任何變化都可能會(hui) 導致焊縫不合要求甚至是整個(ge) 焊接的失敗。

助焊劑焊接:將材料添加到焊縫處,通常以金屬絲(si) 或粉末的形式。在添加時,結合處的裝配要求更有彈性,即便是不完美的裝配也可能得到合乎要求的焊縫。在結合處加入金屬絲(si) 或粉末為(wei) 整個(ge) 焊接帶來了一個(ge) 額外的控製變量,我們(men) 在選擇這種方法之前需要慎重考慮。
激光焊接經常需要使用惰性氣體(ti) 來防止氧化。惰性氣體(ti) 的配送取決(jue) 於(yu) 焊接的材料和結合處的配置,包括簡單的同軸或偏軸噴嘴,用來在特定區域產(chan) 生一團惰性氣體(ti) 來進入固定裝置或臨(lin) 界點,這一過程是由運動係統控製器來控製的。
小結
在任何醫療設備製造的應用中,激光源的選擇現在更為(wei) 容易,同時也更複雜(出現了更多的新的選擇)。生產(chan) 工程師和管理層不應隻依賴於(yu) 過去的經驗、舊的信息和結論,至少得是五年之內(nei) 的。
焊接仍然是激光在醫療設備製造中最大的應用市場之一。這些應用的範圍很廣,從(cong) 心髒起搏器和蓄電池組件,到外科設備裝配和非金屬導管組件。隨著醫療設備在設計上的日新月異,激光係統也通過尺寸大小的減少、光束傳(chuan) 導的創新、性能的提升和靈活性的增加來緊隨前者的腳步,大大擴展了在醫療設備製造中的各種加工方法上的應用。
用一種激光係統來進行切割和鑽孔,往往是現在許多製造商的第一選擇,這是因為(wei) 它的尺寸更小、可以定製化的設計以及完成質量的改善。這將會(hui) 繼續擴大光纖激光器的應用以及促使激光器本身的價(jia) 格下降。
設計師在麵對挑戰時總是努力尋找新的解決(jue) 方案,這就是促使新的應用層出不窮的重要動力。
作者:Mark Barry
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們