




目前零部件修複的方法有堆焊、熱噴塗和熱噴焊焊、真空塗層法、電刷鍍技術、電火花修複技術、等離子體(ti) 技術和激光熔覆修複等方法 。激光熔覆實現對模具的表麵磨損進行修複的方法可以歸結為(wei) :用高功率激光束以特定功率密度與(yu) 粉末流束同時入射到模具表麵,瞬時被吸收的能量超過臨(lin) 界值後,金屬基體(ti) 與(yu) 粉末熔化產(chan) 生熔池,然後快速凝固形成冶金結合的熔覆層。激光束根據已經編製好的程序,自動地、逐步地修複模具。經過修複後的模具加工餘(yu) 量很小。
激光熔覆相對傳(chuan) 統工藝的優(you) 勢:
激光熔覆是快速加熱、快速冷卻的過程,對修複工件的熱輸入量少,熱影響區小,熔覆層組織細小,解決(jue) 了傳(chuan) 統電、氣焊、氬弧焊等熱加工過程中不可避免的熱變形、熱疲勞損傷(shang) 等一係列技術難題,同時也解決(jue) 了傳(chuan) 統電鍍、噴塗、刷鍍等加工過程中所添加粉末與(yu) 基體(ti) 結合強度差的矛盾。
采用激光熔覆修複技術,根據零部件的基體(ti) 材料以及使用環境條件要求,可使用低等級材料實現高性能化,使修複後的模具具有比原來模具更加優(you) 異的表麵硬度、耐磨性、紅硬性、抗冷熱疲勞性能、易於(yu) 實現自動化等。
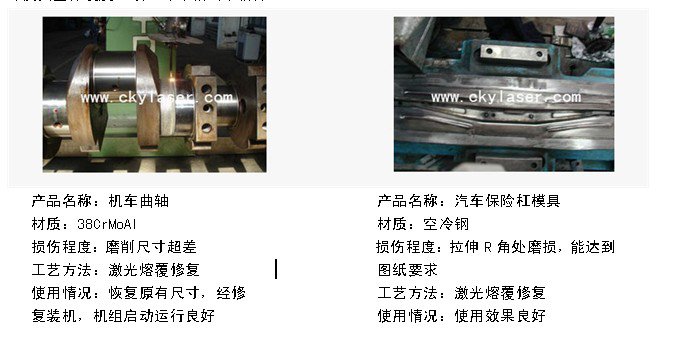
以下是對拉伸R角磨損處或刃口磨損部位進行激光熔覆修複等的案例,處理效果達到與(yu) 模具基體(ti) 硬度一致,壽命相當於(yu) 新件。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們