




前言
增材製造(Additive manufacturing,AM)技術是近20 來信息技術、新材料技術與(yu) 製造技術多學科融合發展的先進製造技術。增材製造被譽為(wei) 有望產(chan) 生“第三次工業(ye) 革命”的代表性技術,是大批量製造模式向個(ge) 性化製造模式發展的引領技術。增材製造應該定位在傳(chuan) 統製造技術難以低成本、高效率完成的複雜結構製造。因此,利用增材製造的原理,拓展增材製造的應用是增材製造與(yu) 傳(chuan) 統製造技術競爭(zheng) 的必由之路。增材製造依據CAD 數據逐層累加材料的方法製造實體(ti) 零件。其製造原理是材料逐點累積形成麵,逐麵累積成為(wei) 體(ti) 。這一成形原理給製造技術從(cong) 傳(chuan) 統的宏觀外形製造向宏微結構一體(ti) 化製造發展提供了新契機。
製造技術長期以來多製造結構的外形,微觀結構控製多是材料學科的工作。人們(men) 期待發展新的製造技術,力求實現宏觀外形結構與(yu) 微觀組織結構的一體(ti) 化製造,使得零件製造短流程化,實現結構優(you) 化、材料節約和能源節省。《Science》上多篇論文反映出這一發展趨勢。美國西北大學的OLSON[1]把係統工程思想引入到材料設計和結構製造過程中,提出了多層次結構的計算機輔助設計技術,認為(wei) 材料設計、結構製造是一個(ge) 係統工程,不同尺度下的組織結構決(jue) 定了其各自的性能特點,而且工藝、組織、性能之間關(guan) 係的良好集成能夠實現多尺度結構設計的概念。通過改變組成物質的種類、組合方式(顯微結構的幾何和拓撲特征)、製備工藝可以改變所製備的材料的宏觀性能(物理性能、力學性能、生物學性能等),由此可以設計和製造新結構。因此,如何將材料設計與(yu) 製備的係統工程思想引入製造環節,實現材料設計、製備、成形一體(ti) 化,將是製造科學與(yu) 技術的發展方向。
在組織結構設計與(yu) 製造一體(ti) 化方麵,美國貝爾實驗室AIZENBERG 等[2]提出了直接製備微模板化單晶的方法,可以製備出毫米級帶有亞(ya) 微米級微孔的單晶體(ti) ,並且可以控製單晶的方向。德國麥克斯普朗克生物物理化學研究所的WANKE 等[3]研究了光子帶隙微結構的激光快速成形方法,製備出了66μm和133μm的三維網格,通過這種結構可以控製材料的光學性能。澳大利亞(ya) 昆士蘭(lan) 大學的SERCOMBE等[4]研究了鋁質零件的快速成形製造方法,其突出特點是在鋁粉成形後燒結工藝中通入氮氣,使得鋁基體(ti) 中形成堅硬氮化鋁網架,從(cong) 而改進了材料的組織性能,並保證了製造的自由性和零件的製造精度。這些研究工作表明,科學家正在將材料微結構與(yu) 材料宏觀結構製造相結合,實現不同尺度下組織結構的可控製造,以滿足力學性能、物理性能或化學性能的需求。
基於(yu) 增材製造材料可控逐點堆積的原理,發展“宏微結構一體(ti) 化製造”是實現“材料-設計-製造”一體(ti) 化的方向。西安交通大學立足此學術觀點,探索了不同材料由點到麵再到體(ti) 的材料堆積成形的共性科學規律,麵向金屬、陶瓷和複合材料,融合冷熱加工過程,實現構件的控形控性製造。研究了金屬材料、陶瓷材料、複合材料的增材製造原理、裝備和典型應用,拓展了生物組織器官製造、金屬組織定向晶組織結構製造、光子晶體(ti) 製造等研究方向,為(wei) 宏微結構一體(ti) 化增材製造技術的發展探索新方法。
1 金屬零件控形控性製造-空心葉片
激光金屬直接成形是一種新的成形方式,具有無模具、短周期、低成本、高性能和快速響應能力等特點,使其在維修與(yu) 再製造、關(guan) 鍵零件製造、快速模具製造、梯度材料製造等領域具有極大的應用價(jia) 值。它采用了增材製造方法,不受零件形狀的限製,可以直接快速成形比較複雜的零件,是製造技術的發展方向。空心葉片是燃氣輪機的核心部件,其複雜的空心結構和定向晶組織使得製造技術麵臨(lin) 極大挑戰。其中,如何實現定向組織結構與(yu) 複雜外形的同步製造是技術難點。西安交通大學以空心渦輪葉片製造為(wei) 研究目標,建立了空心渦輪葉片直接製造的技術路線和裝備係統,在製造葉片結構形狀的同時,控製葉片定向組織。
ZHU等[5]研究了成形結構尺寸對粉末流場匯聚特性的影響規律。激光金屬直接成形中,金屬粉末流場存在動量和質量輸送的物理動態變化過程,經過同軸送粉噴嘴的粉末匯聚特性將直接決(jue) 定熔覆層精度和性能。隨著堆積層數增加,成形件結構尺寸(主要包括高度和寬度)發生變化,粉末顆粒與(yu) 成形件和基板發生碰撞和反彈進而導致粉末流場出現波動。與(yu) 自由射流狀態相比,激光金屬直接成形中(受阻射流),粉末流場匯聚點濃度增大且匯聚焦點上移,粉末匯聚焦距減小(0.4 mm);隨著成形件高度增加,熔覆點處粉末流場濃度降低,粉末流場匯聚性變差;隨著成形件寬度增加,熔覆點處粉末濃度增加,匯聚特性變好。
PI 等[6]研究發現了多層激光金屬直接成形的自穩定機。激光金屬直接成形中,激光焦距、粉末匯聚點和激光熔池點的相互關(guan) 係直接影響成形質量。對於(yu) 開環激光金屬直接成形係統,在製造過程中通常由於(yu) 工藝參數不穩定而產(chan) 生表麵凹凸,影響成形質量。若在下一層熔覆時,凹陷處熔覆層厚度增加,同時凸起處熔覆層厚度減小,則成形過程中的凹凸現象能得到很好的形貌自穩定,使激光成形表麵形貌的凹凸現象消失,並平穩堆積成形。整個(ge) 成形過程一直存在這樣的形貌自穩定機製,保證成形平整、穩定進行。在不同粉末匯聚情況下進行了零件成形試驗,試驗結果表明,在粉末負離焦情況下,成形過程存在與(yu) 理論分析相一致的形貌自穩定效應,當采用粉末負離焦和逐層降低功率相結合的方法,激光直接成形二維垂直方向薄壁零件,表麵粗糙度平均達到10.5 μm。
本課題組重點研究了材料組織直接控製規律。控製激光金屬直接成形過程環境溫度,可以控製零件內(nei) 部組織為(wei) 柱狀晶且定向生長,即成形過程是一個(ge) 定向凝固的過程。為(wei) 了控製溫度梯度,防止定向晶向等軸晶轉變,除了優(you) 化工藝參數外,課題組發展了采用低溫氬氣隨形冷卻零件的方法,低溫氬氣噴嘴和同軸送粉噴嘴固定在一起,隨著零件的增高,低溫氬氣對零件進行隨形冷卻,現階段的隨形冷卻由於(yu) 結構的限製還隻適用於(yu) 直線零件,冷卻過程中采用紅外比色點溫儀(yi) 測量溫度來反饋控製低溫氬氣的流量。液氬隨形冷卻試驗表明,隨著激光沉積層數的增加,由於(yu) 熱量累積使得通過基板散熱效率變低,熔池溫度梯度變小,從(cong) 而在零件底部形成定向晶組織,而在零件頂部形成等軸晶組織;通過增加液氬隨形冷卻裝置,從(cong) 零件底部到頂部均可形成定向晶組織(圖1)。因此,采用液氬隨形冷卻可有效控製定性晶組織的形成。
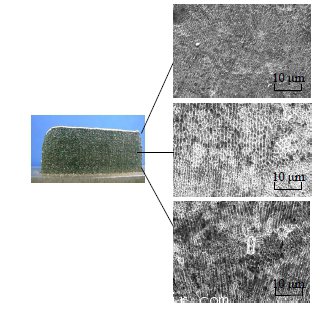
(a) 無液氬隨形冷卻
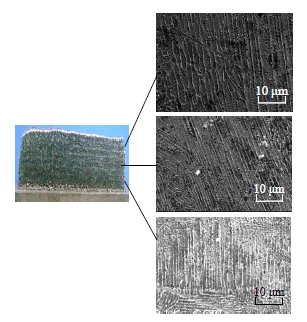
(b) 有液氬隨形冷卻
圖1 液氬隨形冷卻對零件微觀組織結構的影響
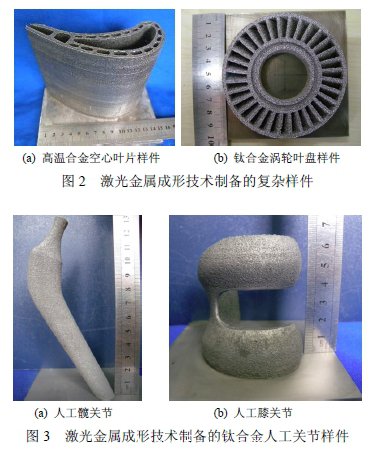
采用DZ125L、FGH96 高溫合金和鈦合金,對空心渦輪葉片和整體(ti) 渦輪葉盤的激光金屬成形工藝進行了研究。采用粉末負離焦的形貌自穩定效應、組合式掃描、逐層降功率、中間高兩(liang) 邊低的掃描速度策略等成形技術,用激光金屬成形技術製備出了較高表麵質量的某型雙工質複雜空心葉片樣件和形狀複雜的鈦合金閉式整體(ti) 渦輪葉盤樣件(圖2),以及鈦合金人工關(guan) 節樣件(圖3)。
2 陶瓷零件直接製造-光子晶體(ti)
陶瓷材料具有優(you) 良的高溫力學性能、抗腐蝕和磨損性能、良好的物理化學性能。陶瓷零件製造需要模具,因此難以製造具有複雜結構的陶瓷零件,發展複雜結構陶瓷零件直接製造新方法是製造技術的發展方向之一。光子晶體(ti) 將是影響信息技術未來發展的一種新穎器件結構,多由高介電陶瓷材料製造而成,內(nei) 部具有點陣微結構使得其製造技術成為(wei) 應用的瓶頸。西安交通大學采用增材製造技術,圍繞著三維光子晶體(ti) 製造工藝及其微波傳(chuan) 輸性能開展了探索性研究。研究了陶瓷材料光固化直接製造方法[7],研製了基於(yu) 矽溶膠的水基陶瓷漿料製備工藝。在研究光引發劑、固相質量分數、粒徑等因素對陶瓷漿料光固化特性(固化厚度和光敏參數)影響的基礎上,製備出了符合要求的陶瓷漿料。研究了陶瓷漿料的光固化成形機理,試驗研究發現,激光照射到陶瓷粒子上產(chan) 生強烈散射,陶瓷漿料直接成形單條固化線的截麵輪廓為(wei) 扁平狀,單條線固化寬度和固化厚度均隨掃描速度增加而減小。建立了單條線固化寬度和固化厚度的預測模型,為(wei) 工藝智能化提供基礎。
研究了不同掃描方式對於(yu) 陶瓷漿料單層固化厚度的影響規律,發現在交替掃描方式下,陶瓷漿料的單層固化厚度大於(yu) 分層厚度且具有較高的成形效率。研究發現,單層固化厚度隨掃描間距增加而降低,建立了臨(lin) 界掃描間距幾何模型,確定了最小掃描間距,並進行了試驗驗證。試驗研究了分層厚度、掃描方式、輪廓掃描速度和光斑補償(chang) 對成形精度的影響規律,發現分層厚度為(wei) 0.15 mm 時,陶瓷零件的成形精度最高;掃描方式對陶瓷零件的成形精度影響不大,當光斑補償(chang) 值采用0.25~0.40 mm 時,陶瓷零件成形精度最高。研究了表麵台階效應對於(yu) 表麵粗糙度的影響,發現陶瓷零件上下表麵粗糙度在傾(qing) 斜角為(wei) 15皚時達到最大值,但其試驗測量值遠小於(yu) 理論計算值。所設計製備的具有複雜空間結構的葉輪盤模型及陶瓷零件如圖4 所示。
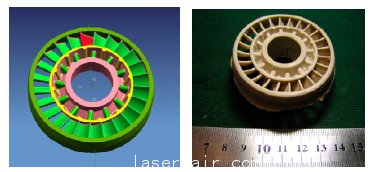
圖4 葉輪盤模型及光固化成形陶瓷零件
所製備的三維陶瓷光子晶體(ti) 如圖5 所示。在工藝研究的基礎上,研究了光子晶體(ti) 結構設計與(yu) 電磁波傳(chuan) 輸性能的關(guan) 係。試驗結果表明,在標準光子晶體(ti) 結構中引入線缺陷,原來落入禁帶的電磁波能夠沿著線缺陷的方向傳(chuan) 播,同時不會(hui) 發生因傳(chuan) 播過程中自發輻射而造成的能量耗散。研究了光子晶體(ti) 作為(wei) 微波天線基板的應用特性,采用具有特定禁帶的光子晶體(ti) 作為(wei) 偶極子天線基板,減少或完全屏蔽了背瓣的輻射能量,使得偶極子天線的輻射效率提高了10 倍。
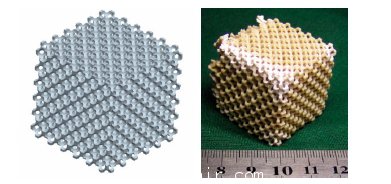
圖5 設計和製作的陶瓷光子晶體(ti)
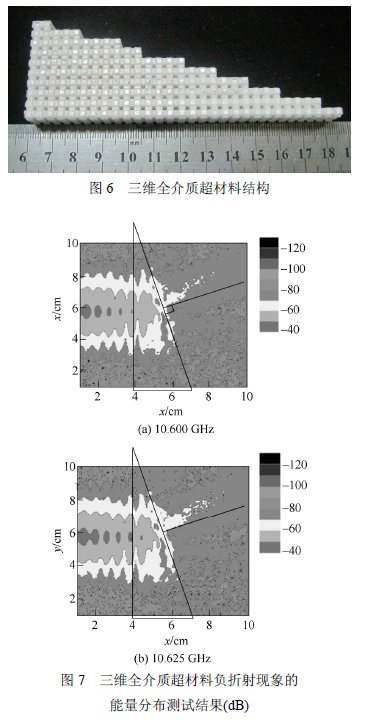
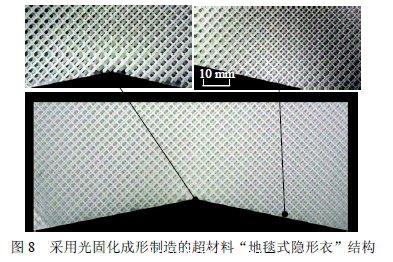
采用增材製造工藝,設計並製造了三維超材料試樣,如圖6 所示,試驗測試結果表明,所製造試樣對特定頻段的電磁波能產(chan) 生負折射現象[8]。研究發現了光子晶體(ti) 負折射性隨微結構和材料變化的規律,研究了三種微結構形狀的光子晶體(ti) 負折射性能,發現負折射的中心頻率變化範圍很小,測試結果如圖7 所示。正方形微結構頻率寬度最大。認識了各參數對光子晶體(ti) 負折射性能的影響規律,為(wei) 負折射特性光子晶體(ti) 的主動設計和製造奠定了基礎,實現了傳(chuan) 統材料或結構難以實現的電磁波傳(chuan) 輸性能,為(wei) 未來的器件應用提供了實現手段。以木堆光子晶體(ti) 為(wei) 基本的單元結構形式,通過改變局部結構單元填充比來調控其電磁參數(介電常數、磁導率),設計出了地毯式隱形衣(圖8)[9]、電磁黑洞等器件,實現了具有特殊功能的電磁波性能調控,研究成果將會(hui) 推動超材料從(cong) 前沿研究向實際應用發展。
3 生物組織製造-關(guan) 節骨/軟骨組織
自然關(guan) 節骨軟骨複合體(ti) 梯度分層結構及各層之間不同的材料組成是關(guan) 節軟骨發揮其生理功能的基礎。關(guan) 節表麵的軟骨組織和下層的骨組織材料不同,界麵的微結構影響軟骨的性能和軟骨對骨的附著性。認識軟骨組織與(yu) 骨組織的界麵結構並製造這些仿生結構是發展關(guan) 節組織工程的方向。通過對自然骨/軟骨界麵分析,設計並製造了一種新型從(cong) 材料到結構仿生軟骨/骨梯度組織工程支架,以解決(jue) 目前骨軟骨組織工程中存在的難題。
綜合應用掃描電鏡、微計算機斷層掃描技術(Micro computed tomography,Micro CT)與(yu) 組織學染色切片的方法,分析了骨軟骨組織的組成與(yu) 其界麵的微結構特征[10]。針對仿生軟骨/骨梯度組織工程支架的製造需求,將骨軟骨界麵的微結構總結歸納為(wei) 板層、錨定、嵌鎖和管道等,並對其進行了量化分析,建立了骨軟骨複合體(ti) 微結構的設計方法,為(wei) 新型骨軟骨組織工程支架的設計提供數據支持。利用組織染色切片、掃描電鏡、Micro CT 三種方法從(cong) 不同尺度和形態研究了骨軟骨界麵的3D 結構。通過對股骨髁模型與(yu) 骨軟骨界麵微結構的生物力學有限元分析發現,股骨髁表麵軟骨厚度的分布有利於(yu) 應力、應變的分散。股骨髁軟骨中央區域承受的應力、應變大於(yu) 邊緣區域,而中央區域因具有更大粗糙度的界麵結構則更有利於(yu) 應力與(yu) 應變的分散。基於(yu) 此,建立了軟骨形態、骨軟骨界麵微結構與(yu) 關(guan) 節生物力學性能之間的關(guan) 係。這三者互相影響,彼此適應,共同保證了關(guan) 節的正常的生理功能。
BIAN 等[11-12]研究並設計了一種新型的從(cong) 結構到材料構成全方位仿生的軟骨/骨梯度組織工程支架,並對支架的製造工藝進行了摸索。采用陶瓷直接成形製造的β-TCP 生物陶瓷骨支架,在微孔孔徑、連通孔徑、力學性能等方麵均達到了理想骨組織工程支架的要求。利用凝膠注模工藝將Ⅰ型膠原水凝膠複合到骨支架上,軟骨支架突起伸入並充滿骨支架界麵連接結構,Ⅰ型膠原與(yu) β-TCP 緊密結合,所形成的複合支架[11]最大抗剪切力為(wei) 11.8 N±6 N,有助於(yu) 解決(jue) 傳(chuan) 統軟骨支架抗剪切性能差、容易脫層的問題(圖9)。
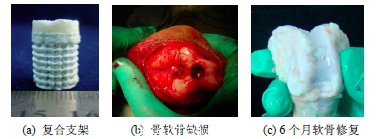
圖9 骨軟骨複合支架與(yu) 動物試驗
針對犬和兔膝關(guan) 節大麵積骨軟骨缺損,利用所製備的軟骨骨複合支架開展了動物試驗研究。發現新生軟骨與(yu) 陶瓷支架結合緊密,形成了類似於(yu) 自然骨軟骨的連接結構。新生軟骨無論從(cong) 大體(ti) 標本和組織學評價(jia) 均與(yu) 關(guan) 節透明軟骨高度相似,軟骨/骨的結合力達到55 N,接近於(yu) 自然軟骨水平,新生軟骨的彈性模量與(yu) 透明軟骨的彈性模量相匹配,初步實現了工程化軟骨的功能化。
4 生物器官製造-植入式人工肝組織
肝髒是人體(ti) 最大的“生化加工廠”。中國肝病毒攜帶者高達1.3 億(yi) 人,其中慢性肝炎患者有3 000萬(wan) 。肝髒移植是最有效的治療手段,然而供體(ti) 的匱乏一直製約著肝髒移植。研究旨在將工程化製造與(yu) 生物自體(ti) 生長相結合,製造具有一定時效和肝功能的肝組織,解決(jue) 供體(ti) 匱乏的問題。這些研究為(wei) 增材製造技術向軟組織材料發展提供新思路[13-14]。本課題組研究了人工肝組織支架材料。對絲(si) 素白/明膠、鼠尾膠原水凝膠以及其他修複材料(如殼聚糖)的材料配比、工藝性能、體(ti) 外細胞毒性和體(ti) 內(nei) 植入生物相容性進行了研究。確定了以絲(si) 素蛋白/明膠為(wei) 體(ti) 外動靜態培養(yang) 研究的支架材料;以糖化鼠尾膠原水凝膠和高濃度鼠尾膠原水凝膠作為(wei) 異位修複壓印仿生支架的材料。
本課題組研製了適合微結構成形的逐層壓印疊加成形裝備,實現了壓印工藝的自動化增量成形,成形平台達到250 mm?50 mm,定位精度達到0.1 mm。在對肝組織結構分析的基礎上,設計了人工肝組織支架的仿血管樹[15]和仿肝小葉兩(liang) 種仿生結構[16],並對其微觀流道結構進行了流體(ti) 分析,確立了最佳管徑比和最佳夾角。針對仿血管樹支架和仿肝小葉支架j構,研究並建立了仿生支架壓印卷裹成形和層疊成形工藝方法。最新提出的絲(si) 素蛋白/明膠材料的冰模壓印成形方法,消除了支架表麵成膜的問題,大大提高了支架微觀結構的連通性,有效促進了細胞的活性和擴增[17](圖10[15])。
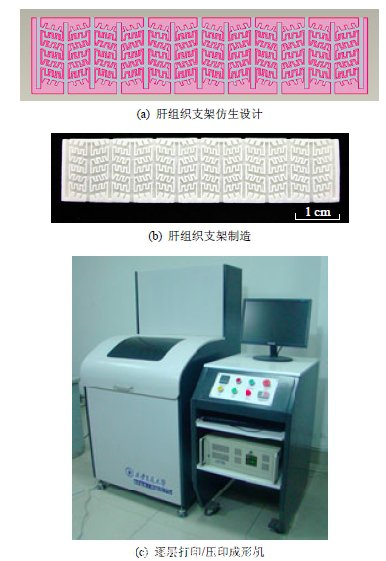
圖10 生物軟組織支架的仿生設計製造
本課題組研製了具有氧合功能的生物反應器及培養(yang) 係統,用於(yu) 體(ti) 外構建人工肝組織,一次可以同時帶動三個(ge) 生物反應器,每個(ge) 生物反應器可裝載並培養(yang) 6 個(ge) 人工肝組織塊,體(ti) 積達到1 cm3 以上。開展了人工肝組織動物體(ti) 內(nei) 修複試驗,即原代肝細胞\成纖維細胞\仿生支架構成的壓印人工肝組織體(ti) 內(nei) 異位修複。修複對象包括正常SD 大鼠、F344 近交大鼠和SD 大鼠肝硬化模型的修複。通過體(ti) 內(nei) 植入修複試驗,取得了良好的進展。
壓印肝組織通過成纖維細胞與(yu) 肝細胞的共培養(yang) ,以及采用高濃度鼠尾膠原水凝膠兩(liang) 項措施,使人工肝組織在體(ti) 內(nei) 成活時間達到28 d,人工肝組織厚度達到2 mm 以上,麵積達到1.5 cm×5 cm,國外研究的人工肝組織成活時間達到90~140 d,但厚度最大隻有250μm ,麵積不到1 cm2,主要是表麵培養(yang) 。立體(ti) 化結構是自然肝組織的一個(ge) 重要特征,是實現許多肝功能和肝組織結構的前提。本研究發現,植入體(ti) 內(nei) 的人工肝組織的肝細胞發生了有規律的組合的跡象,形成了類肝細胞索,這是人工肝組織向自然肝組織轉化和形成膽管的前提,在國內(nei) 外刊物中鮮見相關(guan) 報道。下一步將把內(nei) 皮細胞、成纖維細胞和肝細胞共同培養(yang) ,同時提高水凝膠的結構保持性,使植入體(ti) 內(nei) 的人工肝組織形成必要的血管網,有可能使人工肝組織在體(ti) 內(nei) 進一步向自然肝組織轉化。
5 結論
(1) 增材製造是大批量製造模式向個(ge) 性化製造模式發展的引領技術,其突出的優(you) 勢在於(yu) 在實現低成本高效率複雜結構製造。材料逐點累加這一成形原理給製造技術從(cong) 傳(chuan) 統的宏觀外形製造向宏微結構
一體(ti) 化製造發展提供了新契機。
(2) 外形宏觀結構與(yu) 微觀組織結構的一體(ti) 化製造,使得製造過程短流程化。麵向金屬、陶瓷和複合材料,融合冷熱加工,實現構件的控形控性製造。這一原理在金屬材料、陶瓷材料、複合材料的成形製造中有著其他製造方法難以替代的優(you) 勢。
(3) 以金屬組織定向晶組織結構製造、光子晶體(ti) 製造、生物組織器官製造為(wei) 例,展現了增材製造技術的優(you) 越性,拓展製造技術的應用範圍,為(wei) 製造技術展示出了新的發展前景,為(wei) 相關(guan) 學科和產(chan) 業(ye) 的發展提供製造技術支撐。
參 考 文 獻
[1] OLSON G B. Computational design of hierarchically structured materials[J]. Science, 1997, 277:1237-1242.
[2] AIZENBERG J, MULLER D A, GRAZUL J L, et al.Direct fabrication of large micropatterned single
crystals[J]. Science, 2003, 299:1205-1208.
[3] WANKE M C, LEHMANN O, MULLER K, et al. Laser rapid prototyping of photonic band-gap microstructures[J].
Science, 1997, 275:1284-1286.
[4] SERCOMBE T B, SCHAFFER G B. Rapid manufacturing of aluminum components[J]. Science,2003, 301:1225-1227.
[5] ZHU G X, LI D C, ZHANG A F, et al. The influence of laser and powder defocusing characteristics on the
surface quality in laser direct metal deposition[J]. Optics and Laser Technology, 2012, 44(2):349-256.
[6] PI G , ZHANG A F, ZHU G X, et al. Research on the forming process of three-dimensional metal parts fabricated by laser direct metal forming[J]. International Journal of Advanced Manufacturing Technology, 2011, 57(9-12):481-487.
[7] ZHOU W Z, LI D C, CHEN Z W. The influence of ingredients of silica suspensions and laser exposure on
UV curing behavior of aqueous ceramic suspensions in stereolithography[J]. International Journal of Advanced Manufacturing Technology, 2011, 52(5-8):575-582.
[8] LIANG Q X, LI D C, HAN H X. Diamond-structured photonic crystals with graded air spheres radii[J].
Materials, 2012, 5(5):851-856.
[9] YIN M, TIAN X Y, HAN H X, et al. Free-space carpet-cloak based on gradient index photonic crystals in
metamaterial regime[J]. Applied Physics Letters, 2012,100(12):124101.
[10] LIU Y X, LIAN Q, HE J K, et al. Study on the microstructure of human articular cartilage/bone interface [J]. Journal of Bionic Engineering, 2011, 8(3):251-262.
[11] BIAN W G, LI D C, LIAN Q, et al. Fabrication of a bio-inspired beta-Tricalcium phosphate/collagen scaffold based on ceramic stereolithography and gel casting for osteochondral tissue engineering[J]. Rapid Prototyping Journal, 2012, 18(1):68-80.
[12] BIAN W G, LI D C, LIAN Q, et al. Design and fabrication of a novel porous implant with pre-set
channels based on ceramic stereolithography for vascular implantation[J]. Biofabrication, 2011, 3:034103.
[13] 吳任東(dong) ,楊輝,張磊,等. 組織工程支架快速成形技術研究現狀[J]. 機械工程學報,2011,47(5):170-176.WU Rendong, YANG Hui, ZHANG Lei, et al. Research situation of rapid prototyping techniques used for tissue
engineering scaffold[J]. Journal of Mechanical Engineering, 2011, 47(5):170-176.
[14] 顏永年,張婷,張人佶,等. 細胞及生物材料的成形製造技術[J]. 機械工程學報,2010,46(5):80-87.YAN Yongnian, ZHANG Ting, ZHANG Renji, et al.Forming and manufacturing technique for cells and biological materials[J]. Journal of Mechanical Engineering, 2010, 46(5):80-87.
[15] LIU Y X, LI X, QU X L, et al. Fabrication and cell culture of three-dimensional rolled scaffolds with
complex micro-architectures[J]. Biofabrication, 2012, 4:015004.
[16] HE J K, LI D C, LIU Y X, et al. Preparation of chitosan-gelatin hyrid scaffolds with well-organized
microstructures for hepatic tissue engineering[J]. Acta Biomaterialia, 2009, 5(1):453-461.
[17] MAO M, HE J K, LIU Y X, et al. Ice-template-induced silk fibroin-chitosan scaffolds with predefined
microfluidic channels and fully porous structures[J]. Acta Biomaterialia, 2012, 8(6):2175-2184.
作者簡介:李滌塵(通信作者),男,1964 年出生,博士,教授,博士研究生導師。主要研究方向為(wei) 增材製造與(yu) 生物製造。E-mail:dcli@mail.xjtu.edu.cn__
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們