




金屬3D打印機是選擇性地燒結金屬粉末進行積層的裝置,目前主流的燒結熱源有兩(liang) 種,即采用激光束的方式和采用電子束的方式。兩(liang) 種方式的輸出功率和掃描速度各不相同,這與(yu) 積層麵整體(ti) 是否是一層一層預熱密切相關(guan) 。預熱與(yu) 否會(hui) 影響殘餘(yu) 應力和粉末去除性,目標形狀的實現也將發生變化。
日前有研究機構對基於(yu) 激光束和電子束的金屬3D打印技術進行了對比研究,研究結果匯總如下。
研究機構分別使用了兩(liang) 款典型的金屬3D打印設備:激光束式“EOSINT M280”(德國EOS公司)和電子束式“Arcam A2X”(瑞典Arcam公司),作為(wei) 近淨成形部件加工的加工裝置。
這兩(liang) 種方式的最大造型尺寸基本相同,均為(wei) 250mm見方,最小積層厚度約為(wei) 50μm*1。主要不同在於(yu) 激光束或電子束的輸出功率及掃描速度。輸出功率方麵,激光束式為(wei) 400W,而電子束式高達3500W,掃描速度方麵,激光束式為(wei) 7m/s,而電子束式高達8000m/s,二者差距巨大。電子束式利用掃描速度的優(you) 勢,造型時一層一層掃描造型台整體(ti) 進行預熱(提高金屬粉末的溫度)後,再開始燒結截麵形狀。
*1 金屬粉末材料為(wei) Ti-6Al-4V時,EOSINT M280的最大造型尺寸為(wei) 250×250×325mm,Arcam A2X為(wei) 200×200×380mm,EOSINT M280的積層厚度為(wei) 30μm或60μm,Arcam A2X為(wei) 50μm。
預熱與(yu) 否結果大不相同
那麽(me) ,預熱與(yu) 否結果會(hui) 怎樣變化呢?目前了解的主要有兩(liang) 大直接影響(圖1)。
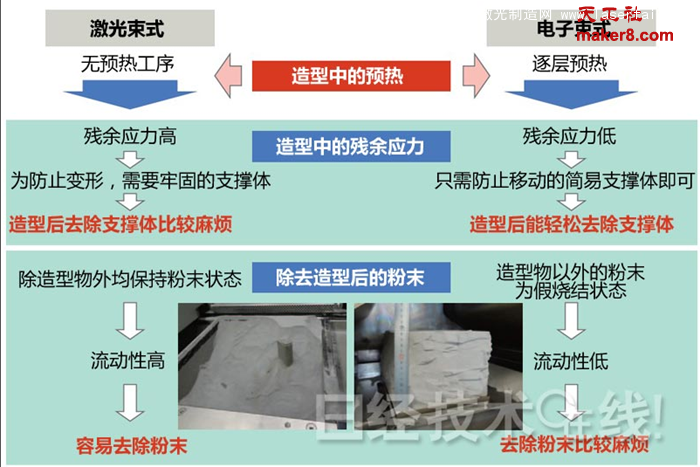
圖1:預熱和不預熱的特征差別
激光束式不實施預熱,電子束式實施預熱。由此,殘餘(yu) 應力的大小和造型物以外的粉末狀態會(hui) 發生變化,造型後的工序各有利弊。
首先,所需支撐體(ti) *2的貼附情況有所不同。這是因為(wei) ,不實施預熱的激光束式的溫差會(hui) 變大,導致殘餘(yu) 應力升高,造型品需要承受這種殘餘(yu) 應力。需將支撐體(ti) 牢牢貼附在第一層接觸的基底上,支撐體(ti) 的尺寸會(hui) 相當大。從(cong) 基底移除支撐體(ti) 時比較困難,因此造型後需要通過機械加工等做最後的處理。
*2 支撐材料:為(wei) 防止造型品的自重等造成目標形狀變形而附加的部分。需要在造型後去除。
而電子束式的溫差小,殘餘(yu) 應力低,因此僅(jin) 用支撐凹槽部分的支撐體(ti) 就完全可以造型。“貼附用手就能彎曲的薄支撐體(ti) 造型即可,去除時用手稍微彎一下,或用鉗子稍微擰一下就能去除”。
如上所述,從(cong) 支撐體(ti) (殘餘(yu) 應力)來看,電子束式比較占優(you) 勢,不過激光束式也有優(you) 勢。那就是粉末去除性。
實際上,預熱後金屬粉末會(hui) “變成類似假燒結的狀態”。利用激光束式的話,造型範圍以外的部分可以直接作為(wei) 粉末取出,而電子束式由於(yu) 進行了預熱,造型台整體(ti) 的粉末為(wei) 略微凝固的狀態。
這種變成假燒結狀態的多餘(yu) 部分也可以通過噴砂清理去除,不過噴不到的部分則難以去除。擁有複雜電路的部件存在無法完全去除多餘(yu) 部分的問題。
利用獨自的造型樣品進行確認
為(wei) 調查粉末去除性等會(hui) 對實際造型物的精度和形狀再現性產(chan) 生什麽(me) 影響,研究機構用這兩(liang) 種方式的3D打印機打印了Ti-6Al-4V的造型樣品並進行了比較(圖2)。為(wei) 確認以下六點,專(zhuan) 門設計了樣品。這六點包括:(1)如果沒有支撐體(ti) ,造型時的最大倒塌角度是的多大(極限造型角度)、(2)能再現多小的橫孔(橫孔形狀、粉末去除性)、(3)圓棒的最小直徑和高度、(4)板的最薄厚度和高度、(5)縫隙部分和邊緣部分的形狀、(6)銳角部分的形狀。
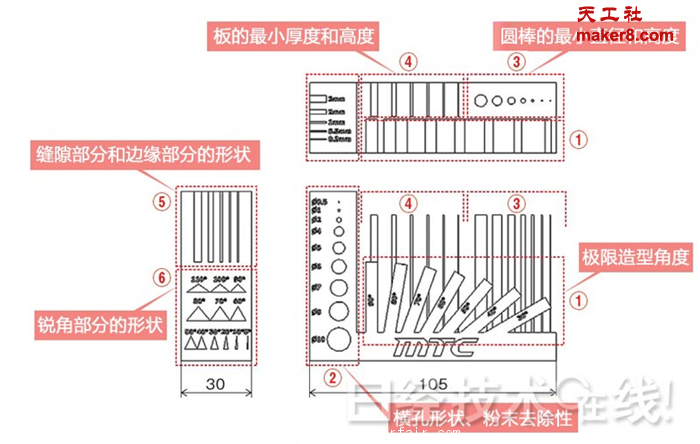
圖2:用於(yu) 確認造型極限的樣品的3個(ge) 正射圖
為(wei) 確認形狀再現的極限,準備了對孔和棒的直徑以及積層方向的角度等進行了改變的樣品。在沒有支撐體(ti) 的情況下打印了該形狀。
打印的樣品形狀的照片見圖3。從(cong) 設計尺寸來看,尺寸為(wei) 20mm和30mm的部分,精度在0.1mm以下,而尺寸為(wei) 105mm(樣品寬度)的部分,產(chan) 生了0.3mm以上的誤差。這個(ge) 結果比目錄參數稍差一些,不過“通過調整積層條件可以改善,隻不過是個(ge) 參考值”。

圖3:外觀形狀的結果
測量造型樣品的尺寸,與(yu) 設計值進行了比較。還測量了表麵粗糙度。設計尺寸參照圖2的正射圖。
下麵來看一下對這六點進行驗證的結果(圖4)。
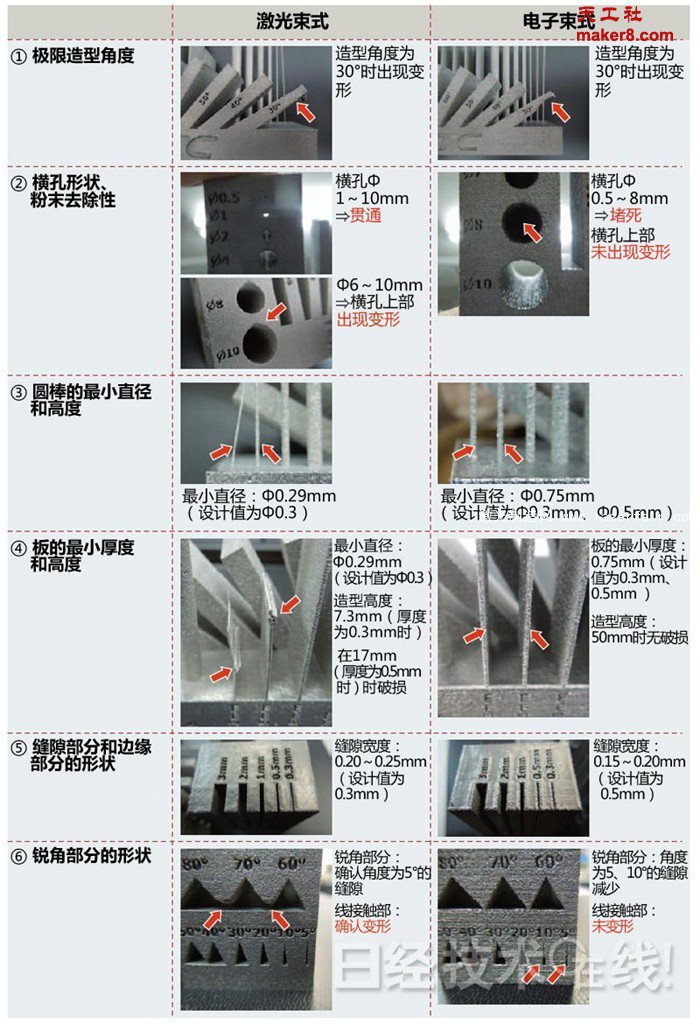
圖4:用於(yu) 確認造型極限的樣品造型結果
激光束式和電子束式對形狀的再現性均有擅長和不擅長的部分。
(1)極限造型角度方麵,經確認,所有裝置在相對於(yu) 水平麵約30度的角度下都發生形狀崩塌。40度時沒有發生,因此低於(yu) 40度的角度應該需要用支撐體(ti) 造型。
(2)橫孔方麵,在激光束式中,φ(直徑)為(wei) 0.5mm的孔出現變形,但φ為(wei) 1~10mm可以再現孔的形狀,並去除粉末。
而在電子束式中,φ為(wei) 0.5~8mm的孔就堵死了。這是因為(wei) ,預熱導致假燒結,實施噴砂清理時,小直徑的孔噴不到。“如果是直線形狀,用鐵絲(si) 等捅一捅就能去除粉末。不過,如果是冷卻水管等形狀複雜的構造部件,應該很難去除粉末”。
(3)圓棒的最小直徑和(4)板的最薄厚度方麵,激光束式比較有優(you) 勢。以圓棒為(wei) 例,激光束式針對φ0.3mm的設計值能再現φ0.29mm的圓棒,而電子束式在設計值為(wei) φ0.3mm和φ0.5mm時,都是再現φ0.75mm的圓棒。估計是因為(wei) 激光束式不會(hui) 出現假燒結,所以僅(jin) 掃描的部分幾乎完全正確地進行了燒結。
不過,對這種細薄形狀進行細長造型時,在積層方向的高度方麵,電子束式比較占優(you) 勢。利用激光束式進行薄板造型的話,厚度為(wei) 0.3mm時最大隻能造型7.3mm的高度。估計是因為(wei) ,造型中的殘餘(yu) 應力導致變形,造成了層間錯位。
(5)縫隙部分和邊緣部分的形狀方麵,實際的造型物均比設計值稍窄一些,其中激光束式的偏差相對較小,再現性更出色。#p#分頁標題#e#
(6)銳角部分的形狀也是激光束式的形狀再現性更優(you) 異,而電子束式沒有因為(wei) 變形導致形狀崩塌。
通過HIP處理提高疲勞強度
上麵介紹了利用3D打印機造型的立體(ti) 模型的形狀再現性,接下來看一下立體(ti) 模型的機械強度。研究機構公司通過在高溫環境下施加高壓氣體(ti) 的HIP處理,驗證了特性變化。
近年的金屬3D打印機通過提高粉末的品質和熱源的輸出等,大幅提高了立體(ti) 模型的密度。不過,立體(ti) 模型依然會(hui) 殘留微小的氣泡(氣孔)。該公司觀察截麵發現,“造型後出現了多個(ge) 20μm以下的氣孔”。
該公司通過HIP處理擠破了這些氣孔。實施密度測量確認,密度有所改善*3。機械強度方麵,經過HIP處理後,拉伸強度有所降低,不過斷裂伸長率得到改善。激光束式和電子束式在實施HIP處理前和處理後“都實現了比作為(wei) 普通鈦64銷售的板材優(you) 異的值”。
*3 觀察截麵組織發現,由於(yu) 激光束式不進行預熱就造型,因此溫度變化比較激烈,從(cong) 組織上來看,形狀與(yu) 實施溶體(ti) 化和時效處理後的組織非常接近。而電子束式由於(yu) 實施了預熱,組織形狀看上去像是混合了針狀組織一樣。晶粒的生長方向均朝著積層造型方向生長。由於(yu) 通過HIP處理進行了加熱,二者整體(ti) 都變成了針狀組織。
通過HIP處理有望大幅改善的是疲勞強度。研究機構公司實施旋轉彎曲疲勞試驗發現,激光束式和電子束式都通過HIP處理提高了疲勞極限(圖5)。
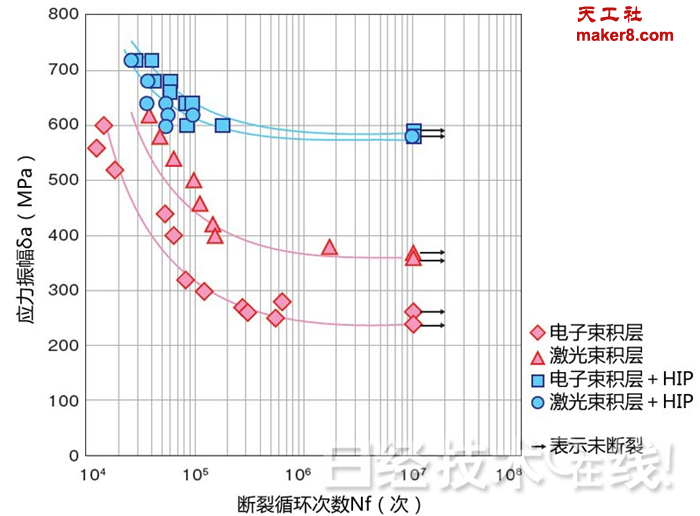
圖5:旋轉彎曲疲勞試驗的結果
激光束式的疲勞強度(應力振幅)稍高一些。不過,通過實施HIP處理,疲勞強度大幅提高,二者基本相同了。
具體(ti) 而言,從(cong) 實施107次疲勞試驗後的應力振幅(疲勞強度)來看,激光束式單體(ti) (造型後的狀態)的應力振幅為(wei) 360~370MPa,電子束式單體(ti) 約為(wei) 250MPa,而經過HIP處理後確認,強度都提高到了600MPa。
以上介紹了研究機構公司針對金屬3D打印機的形狀再現性和機械強度實施驗證的結果。這些驗證隻是該公司在目前擁有的積層條件下實施的。山本表示,“為(wei) 了實現更出色的造型,今後還將大力開發積層條件”。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們