




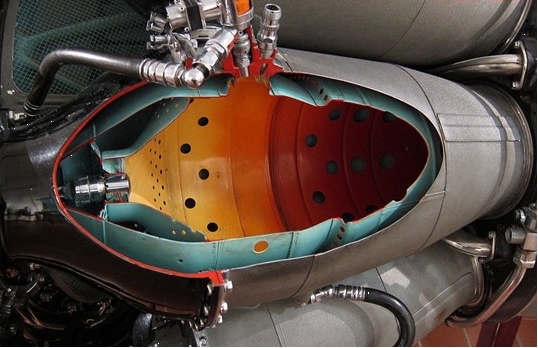
在航空航天領域,經常會(hui) 使用燃氣渦輪發動機產(chan) 生推力。雖然理論上內(nei) 燃機的結構很簡單,主要由壓縮機、燃燒室和渦輪機組成。但在實踐中,作為(wei) 飛機和火箭的發動機,這些部件必須經過精心設計和使用昂貴的材料,實際在運行中能夠承受高溫高壓。
燃燒室將少量空氣鼓入混合區,在這裏有噴射進來並燃燒的霧化燃油。一秒鍾之內(nei) ,更多更冷的空氣流通過外襯套孔進來,沿著腔室壁將溫度降低至與(yu) 渦輪機入口匹配的水平。
燃燒室的效能如何主要依賴於(yu) 它的設計、其表麵粗糙度、以及其材料和機械性能。通常來說,燃燒室襯套的製造要花5〜8個(ge) 月時間製造。總而言之,可能需要超過25個(ge) 環節才能組裝出每個(ge) 燃燒室,每個(ge) 燃燒室由六個(ge) 單獨的零部件組成的。
每個(ge) 零部件都使用很薄(0.8/1毫米厚)的耐高溫合金連續衝(chong) 裁、切割成一定尺寸、熱壓和手工釺焊,然後進行表麵拋光和最後檢查。燃油噴嘴、旋流器和湍流生成裝置等通常在後麵的階段才焊接。這需要合格的人力去操作和安裝,設置平台和操作每個(ge) 子部件。
由於(yu) 受到成本和時間的限時,現有的製造技術所涉及的環節是有限的,所以很難製造出很複雜的零部件。現在,由於(yu) 3D打印的靈活性,能夠一步完成所有的製造過程。美國宇航局(NASA)、歐洲空間局和GE公司都已經正式將3D打印技術用於(yu) 製造高附加值的零部件,比如火箭的燃料噴嘴。還有一些私營公司和公共研究機構正在嚐試使用各種增材製造技術製造完整的發動機,比如冷噴技術、直接激光熔融(DLM),同時使用的是市場上現有的金屬粉末材料。
在粉末床上使用選擇性激光熔融(SLM)技術,燃氣渦輪發動機的燃燒室隻需要45—65小時即可完成。 此外,通過反直覺重新設計,以提高燃燒效率,可以更容易地製造和進行台架實驗,有可能使用定製或外界的粉末。因其固有的高分辨率(可達0.1mm)和其低表麵粗糙度(Ra <7 / 8um),SLM技術非常適合這方麵的應用。相應地電子束熔融技術的表麵粗糙度就高了一點,其典型的Ra ≥40/ 50um。
就發動機燃燒室這個(ge) 案例來說,SLM可以用來進行測試一次性的新穎設計或製造備件用於(yu) 維修。此外,基於(yu) 粉末床的SLM技術也可以作為(wei) 一種可靠的生產(chan) 工藝去製造非常規或難以製造的設計。
SLM製造的零部件仍然需要進行後處理:切割掉打印他們(men) 時使用的基材、除去支撐、清洗掉粉末和表麵後處理。當然,在CAD設計時可以考慮到後處理的需要,以減少不必要的支撐結構,或者在關(guan) 鍵部分限製使用支撐。此外,了解零部件如何才能高效運轉是至關(guan) 重要的。 例如,燃燒室內(nei) 壁表麵粗糙度的增加可以使空氣流可更高效地冷卻外襯套。而台架實驗實際上是比建模和仿真(需要6個(ge) 月)更便宜和更快的方法,因為(wei) 當Ra> 3 / 5um時,其空氣熱動力學運動是不可預知的。
因此,如果需要的話,就算加上表麵後處理,比如高品質的超聲波研磨(最終Ra <0.05um)3D打印仍然是一個(ge) 時間上和經濟上可行的解決(jue) 方案。由於(yu) 可以進行台架實驗,因此一個(ge) 完整的燃燒室設計所需的仿真、製造模具時間(6個(ge) 月)可以完全淘汰。
因此,讓我們(men) 計算一下,使用SLM技術製造一個(ge) 燃燒室,如果使用耐高溫鎳基合金粉末(每100公斤80—100美元)和大型SLM生產(chan) 設備,如EOS M400(市場價(jia) 140萬(wan) 歐元)或Concept Xline 1000R(市場價(jia) 150萬(wan) 歐元),氬惰性氣體(ti) (每8瓶500—1000美元),仍然要比傳(chuan) 統的製造方式便宜20〜30%。
綜上所述,在燃氣渦輪發動機燃燒室的製造中使用選擇性激光熔融(SLM)技術要比傳(chuan) 統製造方式縮短超過5個(ge) 月的生產(chan) 周期和節省高達30%的製造成本。而這隻是在製造階段,在設計和原型階段使用該技術可以加快零部件設計的迭代,同樣可以大幅降低成本和減少時間。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們