




激光熔覆技術是一項新興(xing) 的表麵改型技術。具有較低稀釋率、熱影響區小、與(yu) 基麵形成冶金結合、熔覆件扭曲變形比較小、過程易於(yu) 實現自動化等優(you) 點。激光熔覆技術應用到模具表麵處理上,可以極大提高零件表麵的硬度、耐磨性、耐腐蝕、耐疲勞等機械性能,極大提高材料的使用壽命。同時,還可以用於(yu) 修複模具,大量節約加工成本。
激光熔覆
激光熔覆興(xing) 起於(yu) 20世紀80年代,是一種先進的激光表麵改性技術。它通過預置或同步方式在基材表麵添加具有特定功能的熔覆材料,利用高能量密度(104~106W/cm2)的激光束照射熔覆材料,使之與(yu) 基材表麵薄層一起熔凝成為(wei) 冶金結合的添料熔覆層,顯著改善基體(ti) 材料表麵的耐磨、耐蝕、耐熱、抗氧化和抗疲勞等性能。
與(yu) 堆焊、噴塗、電鍍和氣相沉積相比,激光熔覆具有下列優(you) 點:
1)熔覆熱影響區小,工件變形小,熔覆成品率高。
2)熔覆層稀釋率低,基材的熔化量小,對熔覆層的衝(chong) 淡率較低。
3)層晶粒細小,組織結構致密,故其物理和化學特性比較好(如硬度一般相對比較高,耐磨損、耐腐蝕等性能也比較好)。
4)塗層與(yu) 基體(ti) 結合好,熔覆質量穩定。
5)適合熔覆材料多、粒度及含量變化大。
6)激光熔覆過程易實現自動化生產(chan) 。
激光熔覆的材料
目前,利用激光熔覆技術可以製備鐵基、鎳基、鈷基、鋁基、鈦基、鎂基等金屬基複合材料。從(cong) 功能上分類:可以製備單一或同時兼備多種功能的塗層如:耐磨損、耐腐蝕、耐高溫等以及特殊的功能性塗層。從(cong) 構成塗層的材料體(ti) 係看,從(cong) 二元合金體(ti) 係發展到多元體(ti) 係。多元體(ti) 係的合金成分設計以及多功能性是今後激光熔覆製備新材料的重要發展方向。
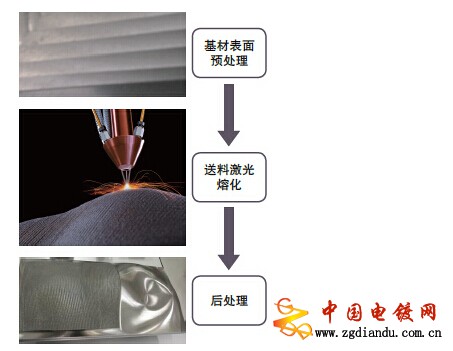
激光熔覆工藝流程
同步送粉式激光熔覆的主要工藝流程為(wei) :基材表麵預處理——送料激光熔化——後處理,如下:
激光熔覆在模具再製造中的應用
利用激光熔覆技術可以在低成本的金屬基體(ti) 上製成高性能的表麵,從(cong) 而能夠代替大量的高級合金,以節約貴重、稀有的金屬材料,提高基材的性能,降低能源消耗,非常適於(yu) 局部易受磨損、衝(chong) 擊、腐蝕及氧化的模具再製造中,具有廣闊的發展空間和應用前景。
隨著國內(nei) 汽車市場的快速增長,競爭(zheng) 也越加激烈,新車型的平均壽命由之前的5~6年縮短至2~3年。這對汽車模具的製造提出了前所未有的挑戰和機遇。整套汽車模具的開發周期一般在1年左右,費用高昂。但通常新款車型隻是在上一款同係列車型的基礎上進行局部少量更改。因此利用激光熔覆技術對原有汽車模具進行局部熔覆處理,就可把舊模具再製造為(wei) 新車型的模具,從(cong) 而大大縮短新車型模具的開發時間,並節省大量開發成本,產(chan) 生顯著的經濟效益。
激光熔覆在模具再製造中的注意事項
激光熔覆是一個(ge) 複雜的物理、化學冶金過程,熔覆過程中的參數對熔覆件的質量有很大的影響。激光熔覆中的過程參數主要有激光功率、光斑直徑、離焦量、送粉速度、移動速度、熔池溫度等。它他們(men) 的對熔覆層的稀釋率、裂紋、表麵粗糙度以及熔覆零件的致密性都有著很大影響。此外熔覆前的預處理,熔覆時的溫度控製,也會(hui) 影響激光熔覆加工的質量。這些都是激光熔覆在模具再製造中需要注意的。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們