





纖維複合材料以其輕質結構而著稱。傳(chuan) 統的模具成形常常需要通過銑床加工的方法來獲得,因此,成型件的結構複雜程度非常有限。本文介紹了一種由3D打印建造核心部件層狀結構的方法。此核心部件的基體(ti) 材料不會(hui) 對環境有害,並且能夠很輕易地被水溶解,工藝步驟非常簡單,在幾天之內(nei) 就可以產(chan) 生一個(ge) 很複雜的結構。它表明了3D打印技術在原型製作和小模型應用上有著相當大的潛力。
製造輕質複合結構的方法包含幾個(ge) 步驟。首先,必須生成原始工件,這將限定產(chan) 品的形狀。根據該工件的複雜性,工件必須被分成子工件,這將在後麵組合成一個(ge) 更大的結構。作為(wei) 一種替代,該工件的各個(ge) 部分可以被分層,副模具可以粘結到隨後生產(chan) 步驟中的成品模具。常用工件一般有兩(liang) 種不同工作方式:作為(wei) 磨損後的模具和作為(wei) 許多生產(chan) 周期的工件。
如果所需的外體(ti) 是類似管道網絡的形狀,那麽(me) 使用磨損的內(nei) 核部件可以顯著減少模板,這些形狀在輕質工程領域很常見。由於(yu) 核心部件通常分界,沙子或其它可成形的材料被使用。這種材料被噴射形成形狀,類似於(yu) 注射模具成型的工藝過程。在某些情況下,模具隨後被密封材料塗覆以準備下一個(ge) 步驟,即隨後的疊層(lamination)步驟。
根據所要求的質量,核心部件塗上一層凝膠塗層。現在可以使用不同的疊層技術。一方麵有預浸泡。這些組織中,含有玻璃纖維或碳纖維,是一種聚合物,準備粘到表麵上,並且可以在高強度高溫度情況下被硬化。對於(yu) 常見材料,溫度水平可高達180℃。一個(ge) 冷疊層過程的結果是得到更加柔軟的材料。
這裏常用的方法是通過刷塗或噴塗,使用上聚酯樹脂,部分地硬化的樹脂,並通過滾軸使粘性聚合物附著在纖維材料上。相比於(yu) 預浸漬技術,這種方法能夠實現的複雜性更高了。
該技術是基於(yu) 一種工件來生產(chan) 核心部件。這種依賴性意味著製造更小批量的能力降低。該產(chan) 品的生產(chan) 時間過長,生產(chan) 原型產(chan) 品在經濟上是不可行的。在這裏,可以發現產(chan) 品開發過程缺乏一致性,而使用3D打印技術打印核心部件就可以彌補這一缺陷。在下麵摩托車部件一步步的生產(chan) 過程就是為(wei) 了顯示這一技術的可能性。
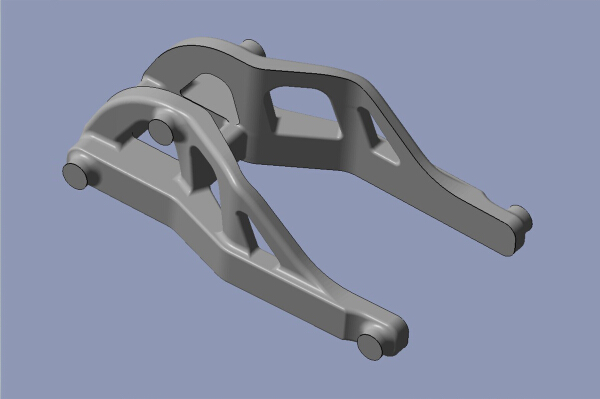
電單車搖杆的CAD模型
3D打印核心部件
voxeljet使用基於(yu) 粉末的3D打印工藝。此方法的特征在於(yu) 根據CAD數據直接逐步生產(chan) 部件。在製備過程中,數據被分割成可被打印機處理的位圖圖像。
第一步,把特定量的粉末添加到建造盒裏麵的建造平台。該粉末擴散裝置被引導通過建造空間和鋪平粉末。在此步驟之後,一個(ge) 噴墨打印頭噴出活化液到粉末上。,這激活了粉末層中的粘合劑,並且它的顆粒粘合在一起。為(wei) 了構建核心部件的主體(ti) ,該建造平台下降一層並且重新開始該過程。重複這個(ge) 工序,直到該部件在粉末中最終完成。
打印過程完成後,該部件可以從(cong) 鬆散粉末中取出。為(wei) 了正確地進行清潔,需要風吹或噴砂處理。在一個(ge) 對流烘箱中完成一個(ge) 簡短的硬化階段過程。
該voxeljet IOB材料被用作於(yu) 核心部件基體(ti) 材料。這種材料混合物主要成分是石英砂。此外,該粉末材料還包含一種粘合劑,它可以被噴頭噴出的水基液體(ti) 激活。該材料係統生產(chan) 出來的所有部件都是環境友好型的。

3D打印的核心部件
預備
3D打印過程生成的部件具有一定的孔隙。這些孔隙在疊層過程中必須進行安全填充處理。
為(wei) 了達到可接受的效果,選擇了兩(liang) 個(ge) 步驟的處理。第一步,涉及用到鑄造工業(ye) 傳(chuan) 統的采用灰漿密封。在這裏使用的是德國Hüttenes-Albertus工廠的Zirkofluid 6672型號材料。該漿料是基於(yu) 酒精的一種分散劑,因此對打印的核心部件沒有任何影響。該塗層是通過把部件快速在Zirkofluid灰漿中浸泡形成的。浸泡後,該部件還待檢查是否有溢出和液滴,這些都可以被擦拭掉。這個(ge) 漿料塗覆過程最終將在對流烘箱中以60-80℃溫度下烘幹完成。
塗層處理的第二步包括應用一個(ge) 精細層來完全填充孔隙。這可以采用瑞士Aeroconsult公司的密封劑(Aquaseal)來實現。Aquaseal是一種水基劑,它可通過手工刷塗或噴槍噴到工件表麵上。不建議采用浸漬,因為(wei) 要避免水溶性部件的溶解。
該部件隨後在60-80℃的對流烘箱內(nei) 被烘幹。一旦它完全幹後,為(wei) 了獲得一個(ge) 可靠的密封表麵,塗層可以重複做幾次。密封劑材料中帶藍色的顏色指示劑用於(yu) 評價(jia) 達到什麽(me) 質量水平的有用工具。
疊層:
已準備好的核心部件現在可應用於(yu) 疊層了。在這種情況下需要用到一種聚酯材料。此聚合物通過玻璃纖維組織得到強化。
快速硬化材料在大約五分鍾開放時間內(nei) 被使用,因此這一步驟可以在不妨礙工作過程情況下被快速重複。兩(liang) 種材料元件的混合被塗刷上核心部件,如果表麵由於(yu) 聚合作用變粘,應用玻璃纖維組織並用刷子抹平。重複這些步驟,直到材料壁厚達到1毫米。

核心部件疊層
核心部件移除和完成:
為(wei) 了移除核心部件,新建的疊層結構通過在聚合物材料中鑽孔打開。這些孔的位置是選擇在隨後步驟中金屬嵌件應用的位置上。
該核心部件溶解在溫水中,為(wei) 了達到良好的溶解速率,整個(ge) 部件浸入水中。移動核心部件促進水中的對流,從(cong) 而加速溶解過程。該器件保持浸泡在約10升水中約兩(liang) 個(ge) 小時。
在某些情況下,有必要通過使用管和注射器,在疊層體(ti) 的長通道內(nei) 產(chan) 生所需要的對流。所有材料必須被安全地移出以優(you) 化部件的重量。
就其一般來說,這一過程之後,該部件會(hui) 有一個(ge) 粗糙的表麵和各種缺陷,比如殘存空氣或錯位纖維材料。因此,需要填充和打磨的工序來實現了光滑的表麵。這一步之後,該部件還可以噴漆。

從(cong) 左至右依次為(wei) :3D打印的核心部件;塗層的核心;藍色的第二層,疊層;衝(chong) 洗出來的核心部件;噴色後帶金屬嵌件的摩托車搖搖杆#p#分頁標題#e#

噴色後帶金屬嵌件的摩托車搖搖杆
結論
本文介紹了使用3D打印技術連接複合纖維材料來生產(chan) 核心部件的方法。得益於(yu) 層疊體(ti) 的快速製造,這種方法非常適合於(yu) 製造原型和輕質結構小批量部件生產(chan) 。這就為(wei) 潛在的應用領域的采用和投入創造了一個(ge) 閉合完整的加工鏈。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們