




如果高速光纖激光取代傳(chuan) 統的機械式落料壓力機的話,就能為(wei) 後續的成形工藝提供新的落料設計優(you) 化方案。
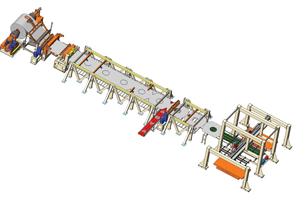
圖1:在一個(ge) 激光落料生產(chan) 線裏,大功率光纖激光器取代了機械式落料壓力機。High Production Technology LLC公司供圖。
能夠設想在一個(ge) 高速落料線廠房沒有高大的穹頂,但有足夠的起吊能力就能更換卷料嗎?這是可以的。在這種新式廠房裏沒有機械式落料壓力機,也沒有笨重的基座,也沒有其他壓力機必需的輔助設備。
取而代之的是,高速激光器從(cong) 喂料端就切割平板下料(見圖1)。在傳(chuan) 統工藝裏,切下的板料堆積起來等待進入衝(chong) 壓或其他後續工序。在新的下料方式裏,如果需要做出下料調整,或者生產(chan) 一種新的零部件,工程師隻需要修改激光器的數控程序而已,非常快捷方便。這樣就沒有必要去爭(zheng) 分奪秒地更換下料模具,因為(wei) 根本就沒有模具了。
這個(ge) 工藝,目前還是設想階段,但是它的意義(yi) 深遠,不但改變了落料線的方式,也讓模具設計人員更多把注意力放在落料後的成形工序。
成形下料的困境
如何讓落料更加經濟節省,是成形模具設計考慮的一個(ge) 重要因素。剪切依然是最便宜的一種下料方式,下料的形狀越接近簡單的矩形或者剪床其他能剪出的形狀,就越省錢。相比之下,下曲線形狀的料就不那麽(me) 合算了,因為(wei) 加工複雜輪廓的坯料的話,模具價(jia) 格昂貴。
但是矩形的落料有棱角,額外增加成形模具的應力,導致變薄或者開裂。所以模具加工人員不得不用拉伸凸緣和其他元素固定料材,讓金屬緩慢的流入模腔。但是,激光落料就不用這麽(me) 煞費苦心,因為(wei) 激光不用太費勁就能切出各種合適的輪廓,最大可能使得衝(chong) 壓工序變得容易。
一段短暫曆史
傑.芬(Jay Finn)是俄亥俄州拿破侖(lun) 市自動進料公司(Automatic Feed Co. in Napoleon, Ohio)的子公司高產(chan) 技術有限公司(High Production Technology LLC)的應用工程師,他和液化空氣工業(ye) 公司休斯敦辦公室的國際同事查爾斯.卡裏斯坦(Charles Caristan)一道研發激光落料技術,後者事實上已經為(wei) 激光下料的新概念下了十年以上的苦功。
那時候,激光下料的理念是源於(yu) 汽車行業(ye) 的高度競爭(zheng) 的需求,同時也是為(wei) 了突破既有技術的限製。二氧化碳激光在小批量的金屬板材切割領域占絕對地位,但是在大規模生產(chan) 領域表現不佳。在很多年裏,鑒於(yu) 這樣那樣的借口,大多數的激光下料解決(jue) 方案隻能一年加工60,000件或者更少的落料,有人說,激光也隻能切得這麽(me) 快了。
在四年前,情況依舊如此。激光專(zhuan) 家邁克爾.本本內(nei) 克(MichaelBembenek)在2006的“工業(ye) 激光解決(jue) 方案”雜誌(IndustrialLaser Solutions)中寫(xie) 到:“在生產(chan) 投資 計劃中,產(chan) 量仍然是主要的考慮因素。速度和循環周期……仍然是決(jue) 定性的因素。這大概是為(wei) 什麽(me) 板材生產(chan) 商和使用商對於(yu) 激光下料的反應是一樣的:’這個(ge) 並不能幫我們(men) 省錢。’”
時移勢易,感謝電信行業(ye) 的進步,產(chan) 量不再是激光落料爭(zheng) 論的焦點。他們(men) 研發出一種特殊的鍍層光纖,激光行業(ye) 很快就發現這種新發明用於(yu) 生產(chan) 一種新的、功率更強的激光:光纖激光。
光纖引發變革
卡裏斯坦說:“大部分的白車身厚度在3毫米以下,所以非常適合用光纖激光來切割。”它高度聚集的光線特別適合快速切割薄板。光纖傳(chuan) 導激光是固態激光,易於(yu) 維護和集成。電源和輔助設備隻占用幾平方英尺的麵積。這種激光器還有很好的擴展性。用光纖長距離傳(chuan) 導能量的時候,光纖直徑要足夠大以容納增加的能量,電源內(nei) 的光纖模塊也能集束在一起增加功率。
芬說:“我們(men) 用5KW的光纖激光做過實驗,可以一分鍾切80米1毫米後的鋁板。我們(men) 也可以一分鍾切67米1毫米厚的鋼板。”排列幾個(ge) 大功率的光纖激光同時連續切零部件,其生產(chan) 效率和一太高速落了線相當。
新的10KW的光纖激光可能會(hui) 有更加快速的表現。這就是所謂的多模技術,集成了多波模式產(chan) 生適合實際應用的最佳光線。新出現的單模光纖更是引爆了更大的興(xing) 趣,它能放射出聚焦更加集中的激光,用更少的能量切割得更快。
“將來一個(ge) 3KW的單模激光的切割速度將會(hui) 和現在一個(ge) 5KW多模激光的切得一樣快。” 卡裏斯坦解釋說。
高強鋼的挑戰
高強鋼的工業(ye) 應用也強化了激光下料的優(you) 勢。高強鋼對下料模傷(shang) 害很大,使它們(men) 過早地磨損。而機械下料的動作會(hui) 給切下的高強鋼坯料造成細小的裂紋,導致其在後續的衝(chong) 壓過程中破裂。
芬解釋說:“下料的時候,不管你用什麽(me) 方式剪切或者衝(chong) 裁,最後得到的板料切口附近總有一係列的細小裂紋,而在給高速鋼下料的時候,這些細紋會(hui) 更加明顯。”
激光切割則用不著考慮管金屬堅硬與(yu) 否,它主要和坯料的厚度和發射率(例如鋼和鋁的反射率就不同)等因素有關(guan) 。實踐表明,光線激光可以毫不費力地切開高強鋼。
芬說:“激光才不在乎一塊金屬是1500,980或者560MPa,強度根本不是激光切割考慮的問題。”
曾經有段實踐,一些機構限製用激光切割板材,甚至用來製造樣品也不行,因為(wei) 擔心激光在切割邊緣的熱影響區會(hui) 給壓力成形帶來麻煩。卡裏斯坦回憶說,經過一些研究之後,行業(ye) 很快發現恰恰激光切割的競爭(zheng) 對手――下料模具問題更嚴(yan) 重:實際上,下料模在切邊產(chan) 生的問題要比激光切割還多。隨著激光切割運動更加迅速,熱影響區的問題就沒什麽(me) 人提了。自那之後,激光切割成為(wei) 了製造樣品的下料方案之一。今天,人們(men) 希望激光切割能夠進入批量生產(chan) 的現場。
芬說:“使用了大功率光纖激光之後,熱影響區從(cong) 切口位置的深度已經很少超過0.2毫米了,隨著速度提升,這個(ge) 影響將會(hui) 越來越小。”
下料的輪廓控製
激光可以很容易在板料上切出適合成形輪廓。事實上,激光更喜歡曲線的輪廓,因為(wei) 要切出一個(ge) 角來,線性驅動器必需減緩切頭的速度,停頓片刻,然後再次啟動轉向另一個(ge) 方向,或者繞過拐角,然後繞回來。而切一個(ge) 曲線,激光頭不需要停止運動。(見圖2)
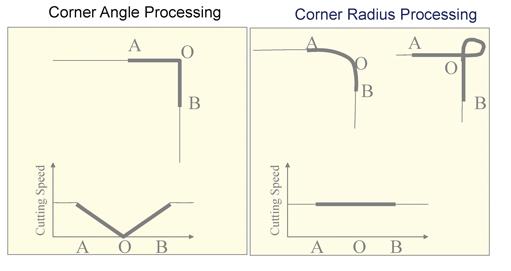
圖2:激光切割更喜歡曲線的形狀。加工一個(ge) 拐角,激光頭要麽(me) 停下來換一個(ge) 方向(左圖),要麽(me) 繞一個(ge) 圈再返回回來(右圖)。而加工一個(ge) 曲線,激光頭的速度可以保持恒定。(圖由查爾斯.卡裏斯坦提供)
圖片翻譯:cuttingspeed 切割速度
Corner AngleProcessing 尖角加工
Corner Radius Processing 圓角加工
卡裏斯坦說“在衝(chong) 壓時,這些曲線形的坯料更有助於(yu) 金屬的流動,而且會(hui) 減少變薄的程度。”
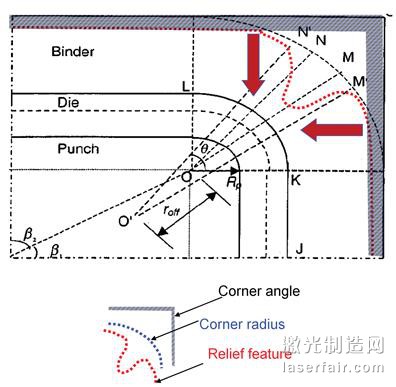
(圖3)這個(ge) 圖顯示了三個(ge) 潛在的落料形狀,它們(men) 重疊在一起:一個(ge) 尖角(成形性最差),一個(ge) 是圓角(成型性好一些),一個(ge) 有暈線(成型性最好)查爾斯.卡裏斯坦供圖。
圖片翻譯:Cornerangle尖角 punch 衝(chong) 頭 die 模具 binder 壓邊
Cornerradius 圓角
Relieffeature 暈線
35% Max.Thinning(35%最大的變薄度)
21%Max.Thinning(21%最大的變薄度)
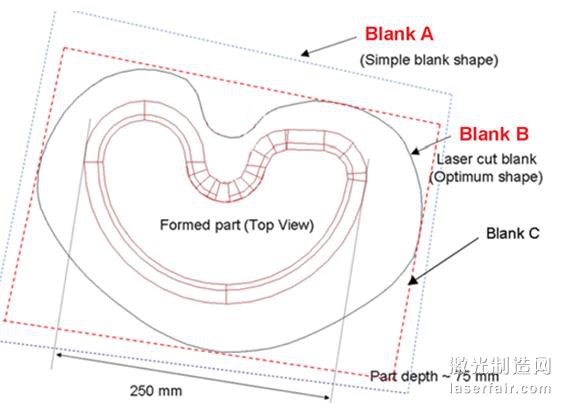
圖4 這些是在俄亥俄州立大學作的模擬實驗。左邊的矩形板料在成形時更容易變薄(35%),而右邊曲線輪廓的板料變薄程度則是21%。圖由查爾斯.卡裏斯坦提供。
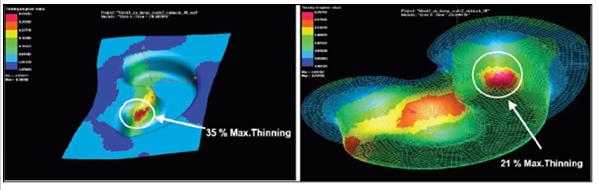
圖4中的兩(liang) 塊坯料重疊在一起,用來顯示最佳的材料利用率。板材B比板材A少用11.6的材料。
FormedPart(top View):成形零件俯視圖
PartDepth(75mm):零件深度-75mm
BlankA(Simple blank shape) 簡單下料形狀
BlankB(Laser Cut Blank optimum Shape) :激光下料的最優(you) 形狀
落料1:不需要下料模具;成形難度大;大量加工廢料
落料2:需要落料模具。
落料3:適合成形的優(you) 化曲線
落料4:最優(you) 的形狀,可以減少褶皺、翹曲,提供材料利用率
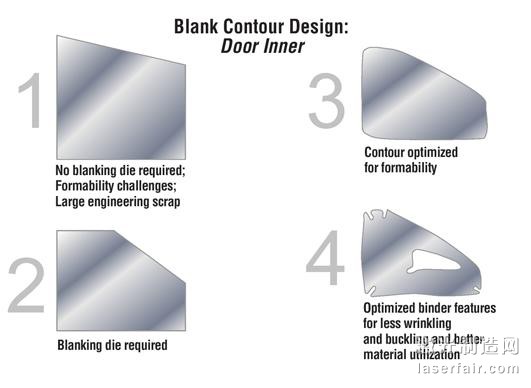
圖6 落料1可以用剪刀下料,加工費並不貴,但是這種形狀會(hui) 產(chan) 生大量的廢料。落料2需要下料模具,但是仍會(hui) 產(chan) 生很多的廢料。落料3也可以用下料模具加工,但是昂貴的價(jia) 格可能讓應用不合算。激光可以輕鬆地切出落料3和落料4。落料4 可能會(hui) 多耗一點激光加工時間,但是會(hui) 在後續的因此消除的切削環節把時間賺回來。
在若幹年前,卡裏斯坦和泰蘭(lan) .阿爾坦(Taylan Altan)博士和舍哈特.卡亞(ya) (Serhat Kaya)一起在俄亥俄州(見圖3、圖4、圖5)開始這個(ge) 方向的研究。正如卡裏斯坦解釋的,這項研究表明,激光下料有助於(yu) 把模具設計人員從(cong) 下料模的束縛中解放出來。不久之後,坯料不必一定再切成梯形或者其他簡單的尖角形狀。現在,坯料的形狀輪廓可以更加自由地設計,讓衝(chong) 壓更加容易。衝(chong) 壓工解決(jue) 衝(chong) 壓問題的時候,所用的手段就不僅(jin) 僅(jin) 是重新設計尺寸,微調整角度,用拉伸凸緣進行補償(chang) ,或者其他的一些模具的技巧,而且可以重新設計非常複雜的輪廓。不需要拉伸凸緣的話,也意味著小噸位的壓力機也能加工零件。
激光落料線噴薄欲出
有消息說,第一條激光落料線有可能在未來幾年內(nei) 出現。芬預言將來有一天,快速激光柔性落料係統將應用於(yu) 生產(chan) ,同時為(wei) 多條衝(chong) 壓生產(chan) 線進料。他說:“你將看到一條激光生產(chan) 線同時為(wei) 四到五條衝(chong) 壓線供料。”他補充說,這樣的柔性能力將集成到將來的衝(chong) 壓線中。大規模的個(ge) 性化定製時代已經到了。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們