




透明塑料焊接原理
利用透明塑料對中波紅外激光吸收特性,通過精確的能量控製使二層材料接觸麵開始熔化,在壓力的作用下完成融合焊接。
透明塑料激光焊接工藝
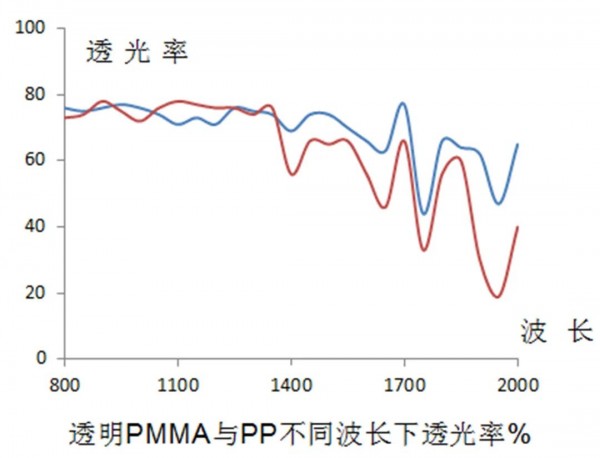
為(wei) 避免添加劑影響,醫療領域常使用透明塑料,但常用的紅外激光如半導體(ti) 激光器波長915nm-980nm範圍對於(yu) 常見的透明塑料吸收率低,無法實現焊接,使用該波段波長需在上下層間添加吸收劑,添加吸收劑需增加成本,同時對生物傷(shang) 害存在不確定性。
為(wei) 了實現透明塑料焊接,利用透明塑料吸收率較高的中紅外波長激光進行焊接,配合特殊治具實現透明塑料與(yu) 透明塑料的焊接。
透明塑料常見結構

內(nei) 外層套管結構

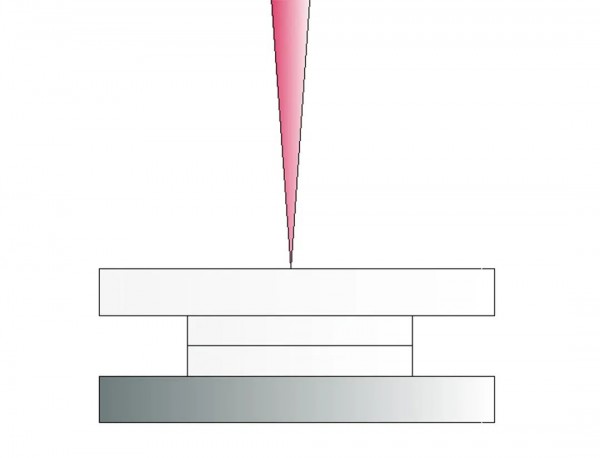
上下層疊焊結構
常見結構為(wei) 上下層疊焊結構,焊接上層透明塑料吸收激光,建議厚度不超過1.0mm,避免激光對材料表麵產(chan) 生影響;采用內(nei) 外套管結構時需要過盈配合保證貼合及一定自緊力。
透明塑料焊接的優(you) 點
01焊縫美觀
相對於(yu) 超聲波和震動焊接:機械應力低、不損傷(shang) 表⾯、無焊渣和工具費用低;
02高效率
相對於(yu) 熱板和熱氣焊接:熱應力低、無濺出、毛刺少、生產(chan) 周期短、機器和工具費用低;
03穩定性好
相對熱融和膠焊接:無需額外材料、過程控製容易、焊接質量⾼、穩定性好、生產(chan) 周期短。
透明塑料焊接應用

透明塑料焊接廣泛用於(yu) 醫療產(chan) 品焊接封裝,包括透明導管、醫療測試盒、微流體(ti) 、醫療過濾器、泵體(ti) 等產(chan) 品焊接。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們