




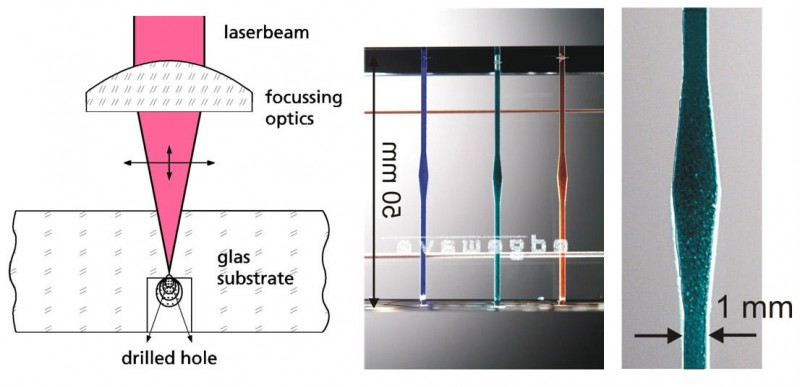
激光束從玻璃的上表麵入射,聚焦到與入射麵相對的另一側的內表麵。與玻璃亞表麵雕刻不同,被激光剝離出來的的基底材料會很容易地飄離加工區域。通過適當而精確的控製激光焦點的位置,就可以實現在玻璃內任意一個截麵進行高精度並具重複性的打孔。這種加工工藝主要具有以下幾個優點:
-
由於(yu) 加工中剝離出來的玻璃粉塵不影響到激光束,避免了粉塵引起的等離子體(ti) 激發過程,進而避免了對加工質量的影響,從(cong) 而保證加工的高度精確和可重複性;孔的深寬比可以分別獨立選擇而幾乎不受任何限製,也不會(hui) 有精度上的損失;正如圖中所示的高寬比達到50的孔,深寬比更大的孔也能容易實現;孔的橫載麵可以沿著孔的深度方向變化,孔的中部被展寬,形成類似金字塔樣的結構,而這也是其它加工手段所無法實現的。通過層層剝離切割,可以在玻璃或類似玻璃的材料中加工出幾乎任意一種三維結構。超精玻璃鑽孔, 橫截麵隨深度變化的孔(圖所示樣品的孔中添加了彩色液體(ti) 以易於(yu) 觀察)。
-
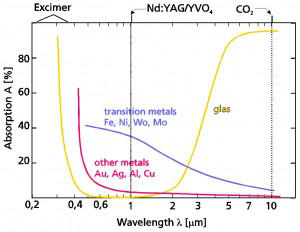
在以往的激光玻璃加工中,通常都隻使用遠紅外或紫外激光。這是由於(yu) 玻璃對激光的吸收局限於(yu) 遠紅外和紫外波段(參圖). 而固體(ti) 激光器的激光波長為(wei) 1µm左右, 它的二倍頻波段在玻璃內(nei) 則幾乎是完全透明的,因此隻有極少一部分激光能量能被吸收並轉換為(wei) 熱。
如果能夠把短脈寬高強度的激光脈衝(chong) 聚焦成一個(ge) 很小的點,在焦點處就可以達到很高的強度(功率密度)。當焦點處的光強超過閾值Is時,會(hui) 引發介質中的原本很少的自由載流子產(chan) 生雪崩效應,密度急劇增加,引起介質對電磁輻射吸收係數的大幅度增加。這時,被吸收的激光能量使一小部分材料融化並蒸發。這一過程的特別之處在於(yu) ,激光與(yu) 材料的相互作用僅(jin) 僅(jin) 局限於(yu) 焦點處,焦點以外的材料不會(hui) 被激光影響。
這種非線性吸收過程的閾值強度Is非常高,通常需達到109~1010W/cm2。為(wei) 了達到如此高的強度,需要滿足兩(liang) 個(ge) 條件:其一,激光的光束質量要足夠好,以保證能將其聚焦成很小的點;其二,激光器需工作於(yu) 調Q模式,以輸出高峰值功率的激光脈衝(chong) 。半導體(ti) 激光器泵浦的調Q固體(ti) 激光器結合了上述兩(liang) 個(ge) 特點,並且成熟的商業(ye) 化產(chan) 品已推出市場多年,其中常見的是Nd:YAG和Nd:YVO4激光器。
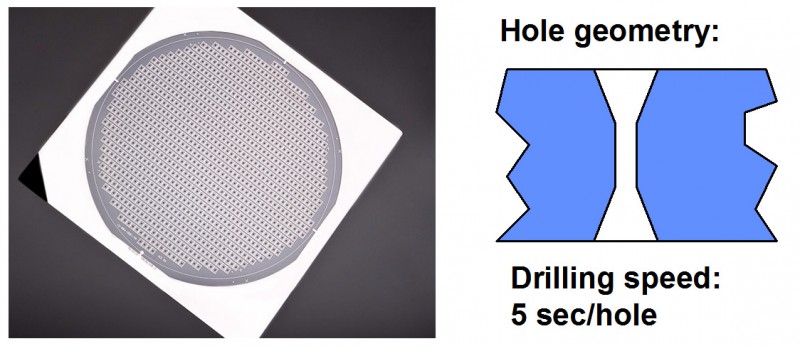
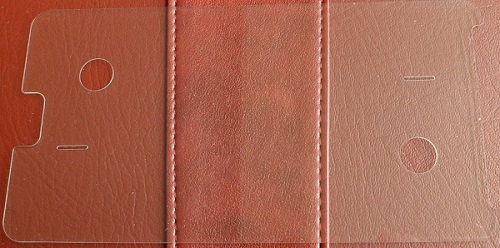
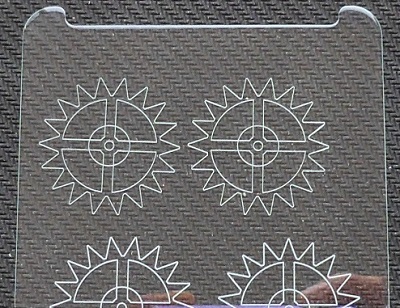
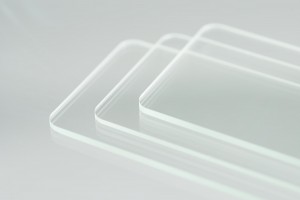
上圖所示的是鑽有1000多個錐形孔,厚為2mm的玻璃晶元樣品,鑽孔速度為5秒/孔。全尺寸的觸摸屏麵板切割,以及三維結構的太陽能玻璃聚光器的切割,也可以通過逐層掃描切割實現。下圖是玻璃切割的樣品。以厚度為0.7mm的觸摸屏玻璃切割為例,等效切割線速度可以達到10mm/s。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們