




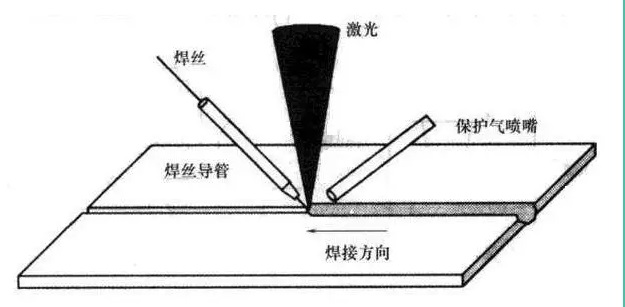
激光送絲(si) 焊示意圖
激光送絲(si) 焊接分為(wei) 激光釺焊和激光填絲(si) 焊。
激光釺焊:是指采用比母材熔點低或與(yu) 母材熔點相近的金屬材料作為(wei) 釺料,利用激光熱源將焊件和釺料加熱到高於(yu) 釺料熔點,低於(yu) 母材的溫度,利用液態釺料潤濕母材,填充接頭間隙並與(yu) 母材相互擴散實現連接的一種焊接方法。激光填絲(si) 焊:是指采用焊絲(si) 作為(wei) 填充金屬,利用激光熱源將焊件和填充金屬加熱到熔融狀態,從(cong) 而形成焊接接頭的一種焊接方法。
激光送絲(si) 焊接係統主要有單波長送絲(si) 焊接係統、雙波長複合送絲(si) 焊接係統和擺動送絲(si) 焊接係統。
單波長送絲(si) 焊接係統

單波長送絲(si) 焊接係統
優(you) 勢:
1、能量集中,熱變形小,深寬比大。
2、有效防止焊接裂紋。
3、焊接效率高。
4、對工件工裝配合要求低。
高速列車座椅單波長釺焊


汽車零部件單波長纖焊

國外某廠商黃銅水管單波長釺焊

某汽車廠商用鋁板單波長釺焊
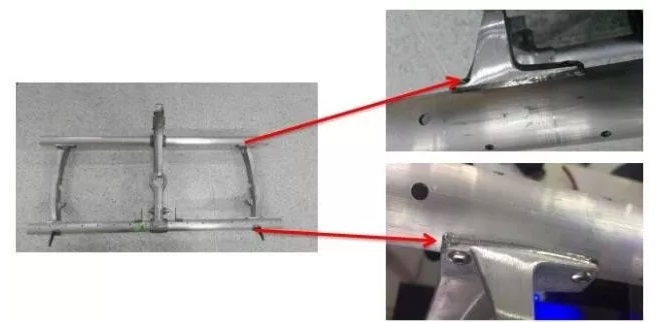
隨著社會(hui) 的發展,傳(chuan) 統能源的枯竭,以及人們(men) 對於(yu) 環境的要求越來越高。車體(ti) 減重以降低能源消耗以及使用新能源成為(wei) 發展必然,要求更多的低密度材料:比如鋁合金、鎂合金、鈦合金被應用到車體(ti) 結構中,從(cong) 而達到減輕車體(ti) 重量的目的。
以上車體(ti) 零部件樣品涉及到碳鋼、鑄鋼、冷軋板、變形鋁合金、鑄造鋁合金以及銅合金,根據需求不同,需填充銅合金焊絲(si) ,碳鋼類焊絲(si) 以及鋁合金焊絲(si) 。
雙波長送絲(si) 焊接係統
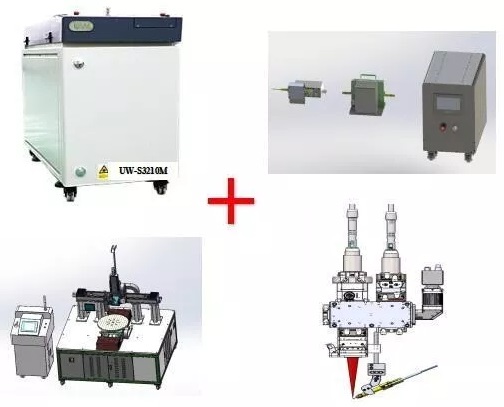
雙波長送絲(si) 焊接係統
優(you) 勢:
1 能量集中,熱變形小,深寬比大。
2 有效防止焊接裂紋。
3 焊縫氣孔少,強度高。
4 焊縫外觀光滑平整。
5 焊接效率高。
6 對工件工裝配合要求低。
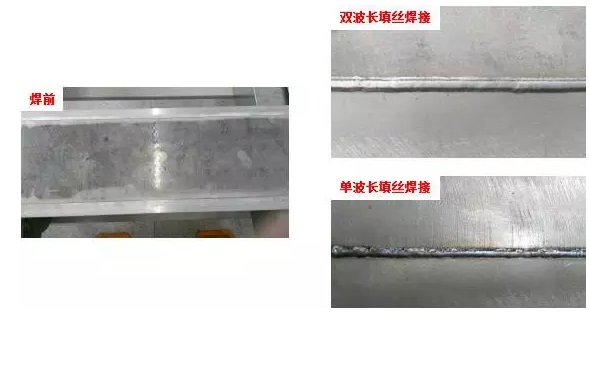
高速列車用鋁材填絲(si) 焊
以上產(chan) 品為(wei) 高速列車用鋁材外觀圖,由圖可知,雙波長填絲(si) 焊接質量較高,焊縫光滑平整。
擺動送絲(si) 焊接係統
優(you) 勢:
1 能量集中,熱變形小,深寬比大。
2 有效防止焊接裂紋。
3 焊縫質量高,焊縫跟蹤、焦距自動補償(chang) 。
4 激光束易於(yu) 導向、聚焦,實現個(ge) 方向變換。
5 生產(chan) 效率和自動化程度高。
6 對工件工裝配合要求低。

汽車後蓋樣品擺動釺焊


高溫合金樣品擺動釺焊 不鏽鋼樣品擺動釺焊
零件的波動和夾具的誤差,往往會(hui) 使激光釺焊的難度增加許多,隨之而來的就是各種焊接缺陷,導致激光焊接調試工藝異常困難。但是此套係統集合了眾(zhong) 多優(you) 勢:焊縫跟蹤和焦距自動補償(chang) 功能、激光束易於(yu) 導向,聚焦,可實現任何複雜形狀的焊接、自動化程度高,焊接速度快,生產(chan) 效率高,加工質量穩定可靠。所以此套係統在白車身激光焊接上有很大優(you) 勢。
以上樣品涉及到汽車後蓋用冷軋板、高溫合金和不鏽鋼,根據相應需求,需填充銅合金焊絲(si) 和不鏽鋼焊絲(si) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們