




當今的電子行業(ye) 圍繞著互聯網的高速通訊和超級計算,對電子產(chan) 品的要求越來越高,大量的微精密電子產(chan) 品不斷在市場上考驗著各大企業(ye) 的反應速度和研發水平。總的來說,這無疑就是一場電子行業(ye) 的的一次產(chan) 業(ye) 升級。
由於(yu) 市場風雲(yun) 變化不斷細分,不管是代工能力及其出眾(zhong) 的OEM大廠,還是專(zhuan) 注於(yu) 更符合時代發展的研發型設備開發企業(ye) ,都對新的製程,新的工藝提出了挑戰,傳(chuan) 統OEM廠需要更高質量,更高效的全新工藝解決(jue) 企業(ye) 所麵臨(lin) 的問題,研發型企業(ye) 要對市場新需求做出快速反應來保持自己企業(ye) 的科技領先優(you) 勢。科技行業(ye) 的發展也給有實力,有準備的企業(ye) 帶來了更多的機會(hui) 。
熟悉鬆爾德科技的朋友都知道,鬆爾德科技專(zhuan) 注於(yu) 全新的激光錫焊工藝研究,致力於(yu) 電子產(chan) 品激光非接觸性焊接產(chan) 品的研發多年,鬆爾德實驗室盛產(chan) 錫焊黑科技,在科研上的投入不遺餘(yu) 力,發表的技術類文章也有許多,並不定時公布了部分科研成果,新來的朋友可以通過網絡查詢鬆爾德實驗室發表的部分文章。
閑話多不多,今天鬆爾德實驗室的主題是:激光光學形態對電子產(chan) 品激光錫焊的影響。
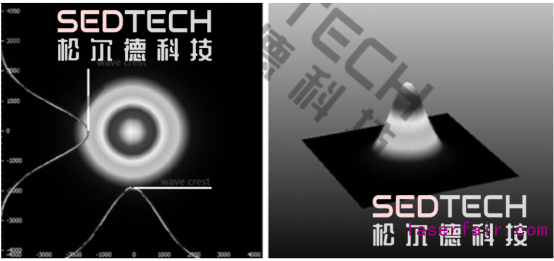
我們(men) 都知道,激光泵浦出來的光通過光纖耦合傳(chuan) 輸,並透射到一個(ge) 平麵,一般都是圓形形態,大部分光學組合透鏡將激光整形至需要的大小進行某些場合的應用,例如打標、切割、焊接等領域。
而對於(yu) 激光錫焊來說,很多時候也是利用這種光學形態對電子產(chan) 品溫控焊接。
單點焊對於(yu) 不規則焊點來說是比較好的選擇,因為(wei) 不規則的焊點排布主要靠的是設備的機動性。
對於(yu) 規則排布的焊點,雖然單點焊也是一個(ge) 不錯的選擇,但是在產(chan) 量和質量要求比較高的情況下,如果能夠有陣列光出現無疑會(hui) 增加一倍的效率。
比如,產(chan) 品的焊點為(wei) 成對出現時,將光學係統組合透鏡進行一些列的改變,光纖出射出來發散的光經過透鏡的一些列整形,將一束光分成兩(liang) 束單獨的光束,通過機構的精調係統,調節透鏡的間距,以此來調節兩(liang) 個(ge) 光斑的間距。
初始條件的確立
在光學設計開始確立初始條件,並且設計光學鏡頭的初始結構,透鏡組材料選擇為(wei) 優(you) 質光學玻璃 , 材料增透處理,透光率為(wei) 99%+, 折射率=1.51630 色散=0.00806 阿貝數=64.06。激光光源為(wei) 940半導體(ti) 激光器
模型的建立
透鏡3D模型建立的基礎就是針對透鏡中光學表麵的設計, 一般有偏微分方程和試錯法兩(liang) 種。偏微分方程是根據Snell定律和能量守恒建立多項式求解反射折射的曲麵麵型, 通過編程計算出離散點的坐標, 再導入軟件中成型;試錯法是在軟件中直接建立相應的曲麵, 再通過模擬光線追跡出結果, 根據結果與(yu) 實際要求的偏差修改曲麵。本文采用第二種方法直接在Solid Works軟件中建立模型。
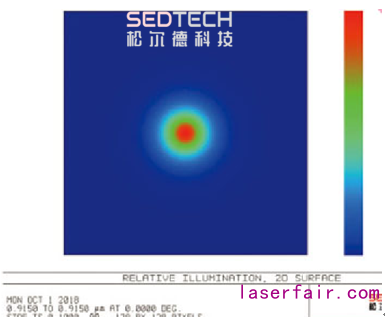
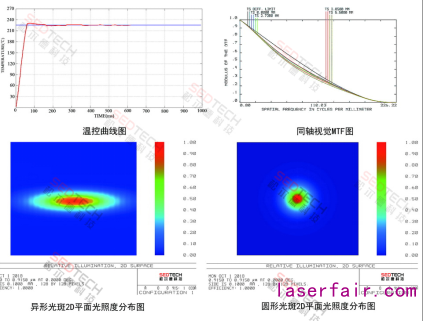
經過zemax仿真模擬可以獲得其中一支光斑的2d平麵光照度分布圖。
在實驗室對產(chan) 生的兩(liang) 束裸露光斑分析儀(yi) 下分析光學形態如下圖:
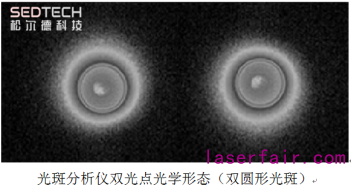
實際上獲得的光斑與(yu) 理論光斑存在一定的微小差異,但這樣的差異本身是實驗設計所允許的範圍內(nei) ,所以我們(men) 定義(yi) 為(wei) 此種光學形態是符合實驗要求的。
案例實驗
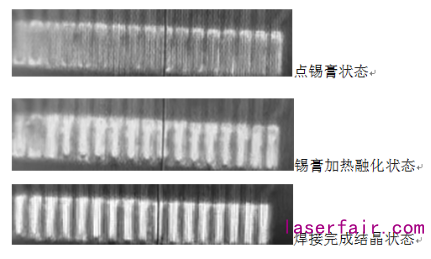
選取雙引腳線束進行雙光斑焊接,使得激光的兩(liang) 束光束照射至兩(liang) 個(ge) 焊盤上,焊料覆蓋於(yu) 兩(liang) 個(ge) 焊點,通過一係列參數設定後,觀察激光錫焊效果,如圖1,圖2,圖3,可以看見熔錫的狀態:
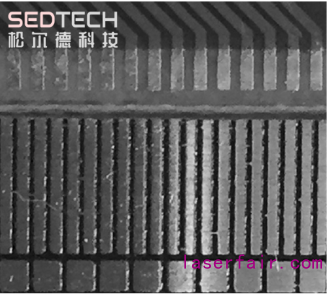
由於(yu) 兩(liang) 束光斑最終的落點並不在紅色十字中心點,因此十字中心點的pcb板無需擔心會(hui) 被燒傷(shang) ,再加上鬆爾德科技本身實驗的機台帶有溫度控製係統,對焊盤和PCB板的保護是比較周全,則我們(men) 此次的重心直接觀察兩(liang) 個(ge) 焊點的焊接效果即可。以上實驗可以看出,雙光點設計對於(yu) 規則成對出現的焊點比用單光點焊接效率更高。
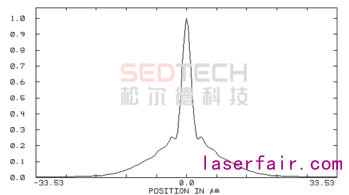
為(wei) 了更加全麵了解單個(ge) 光點的光學形態分布情況,調取理論計算裏麵的FFT LINE/EDGE SPREAD 光學邊緣響應關(guan) 係譜圖,如下圖
以此類推,通過光學設計還可以用以上方法設計出3-4光點的光學係統,如果遇到更多陣列焊點,可以引用光柵陣列光焊接方法,將一束光通過特殊的光柵光學元器件分成間距相等的若幹個(ge) 光斑,對於(yu) 多個(ge) 焊點同時焊接的方式等,原理如圖下所示:
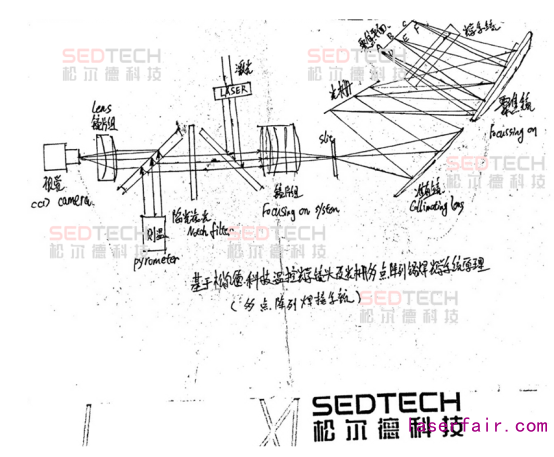
可以利用特殊的光柵器件組合成多光點點陣列焊接,如上圖ABCDEF....聚焦點。
矩形光斑設計及應用
通過以上雙光斑設計的方法,還可以進行矩形光斑設計。
透鏡出光表麵建立微型陣列結構, 由圖4可以看出, 單個(ge) 透鏡組出光為(wei) 圓形光斑, 為(wei) 改變光斑形狀需要在表麵增加矩形陣列結構以獲取矩形光斑, 矩形陣列通過自由曲麵旋轉擠壓而成;在此建立不同的微型結構可以得到不同形狀的初始光斑。
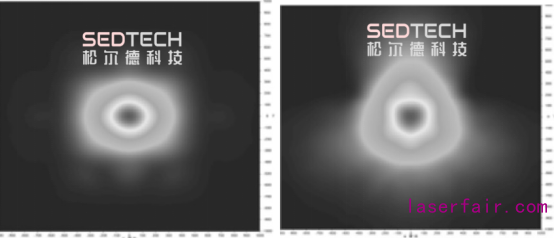
圖4
實際上得到的初始光斑並不能滿足我們(men) 的實驗要求,更不能滿足實際生產(chan) 要求,因此需要再組合其他透鏡進行多次光學整形,盡可能的接近我們(men) 需要的理想光學形態。
在經過多次實驗後基本上可以得到滿足要求的矩形光斑。如圖5:

圖5
此時矩形光斑形態對於(yu) 矩形焊點加熱填充效果將會(hui) 更加均勻。比如,方形鍍金焊盤,如果用圓形光斑加熱,焊盤周邊容易脫落,因為(wei) 熱量的不均勻性,可能導致鍍金焊盤整個(ge) 脫落。
矩形光斑通過調節矩形長寬變化,可以對矩形周圍均勻加熱,溫度控製更加得心應手。
實際得到的矩形光斑
實驗案例:
如圖7,細長的矩形焊盤與(yu) 線束產(chan) 品的焊接,如果使用圓形光斑,線材和焊盤都無法均勻加熱,導致局部溫度較高,要麽(me) 燒毀產(chan) 品,要麽(me) 熔錫不徹底,無法覆蓋整個(ge) 焊盤。圖6采用的光學形態為(wei) 矩形光斑形態,通過調節矩形長寬比,得到滿足焊接此產(chan) 品的光學形態,可以在焊接的過程截圖中看出,整個(ge) 焊盤在加熱過程讓錫條首位同時受熱,因此不會(hui) 產(chan) 生錫條變形扭曲而導致的無方位翹曲,熔錫的整個(ge) 過程一蹴而就,順利覆蓋了整個(ge) 焊盤,焊點結晶過程非常飽滿圓潤。
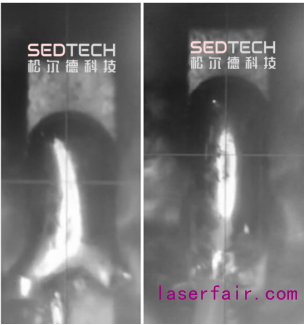
圖7
改用圓形光斑,如圖8,同樣參數焊接則錫熔錫緩慢,熔融的錫因為(wei) 焊盤熱量不均勻,並不流向溫度較低的位置,再到後麵錫絲(si) 直接翹曲,對產(chan) 品分析有泛黃現象,焊接品質NG。
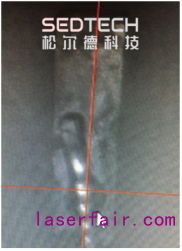
圖8
矩形光斑還有一種光學形態就是,細長比更高,幾乎程一字型條形光斑,一般細長比越高,需要的鏡片係統就越複雜,在焊接微小焊盤時,如果微小焊盤排列成長長的一排時,不管圓形光斑還是矩形光斑效率都比較低。此時就需要用到一字型光斑。
一字型光斑設計是偏微分方程是根據Snell定律和能量守恒建立多項式求解反射折射的曲麵麵型, 通過編程計算出離散點的坐標, 再導入軟件中成型計算。
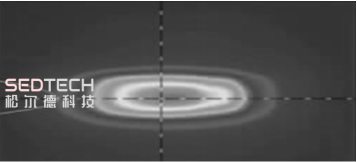
前麵講的激光發射的光通過光纖傳(chuan) 輸至某一個(ge) 平麵端麵,一般程圓形狀態,此時的激光光束雖然在你平麵上呈現的是圓形狀態,但是其本身的光束是處於(yu) 發散狀態的,要得到一字型細長光斑,首先需要對光斑的發射狀態進行均勻的整形,利用多個(ge) 鏡片組和非常規鏡片組合得到一條細長的光斑形態如圖8:
對一字型細長光斑,可以觀察zemax點列圖的分布情況判斷光的落點密度情況,增加光線的密度可大致看出一字型形態的光斑的光束分布情況還比較平均,如下圖
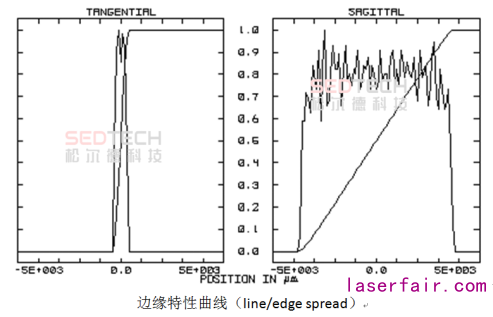
通過軟件采集條形光的邊緣特性曲線(line/edge spread)如下圖:
顯微鏡下間距為(wei) 0.1mm的密集焊點產(chan) 品
選用鬆爾德科技點錫激光錫焊一體(ti) 實驗平台,對產(chan) 品做一次自動上錫膏的操作。

點錫激光焊一體(ti) 機
自動點錫完成後再CCD成像下的顯示結果如下圖

因為(wei) 為(wei) 實驗環境,我們(men) 並沒有讓機台直接進行自動化循環,將機台退至激光焊接頭下觀察點錫情況,在確認點錫一致性較好的情況下,我們(men) 對激光焊接參數做了一些列設置。
考慮到時一字型細長光斑,焊點間距為(wei) 0.1mm,焊點過小,需要將相機倍率加大方便人眼觀察,在倍率改變的同時,也對一字細長光溫度設定條件做了一係列限製,再確認無誤後,開始錫焊。
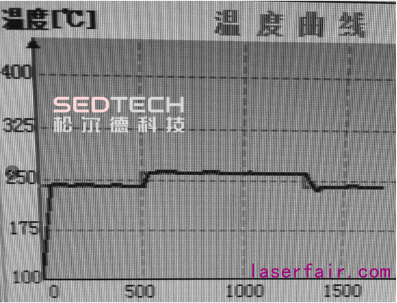
首先觀察激光升溫的溫度曲線
溫度曲線
在升溫階段,預熱階段和焊接段激光加熱焊盤的溫度被牢牢的控製在了所設定的範圍內(nei) ,沒有任何異常,因此我們(men) 排除溫度不穩定而形成的各種影響,再把注意力集中到產(chan) 品焊接的變化過程,如下圖:
一字型細長光斑典型應用場景
實際上能在短的時間完成一字型排列的密集型焊點焊接,得益於(yu) 鬆爾德科技優(you) 秀的光學設計能力和優(you) 秀的激光控製能力。
鬆爾德科技光學性能參考圖
我們(men) 知道,激光器一般都屬於(yu) 破壞型加工,例如三大應用:打標,切割,焊接,都是利用激光的高能量高密集度對產(chan) 品本身產(chan) 生衝(chong) 擊;而利用激光器對電子產(chan) 品做微精密焊接則絕對不能再利用這種破壞型加工方式來完成。激光在錫焊行業(ye) 的應用主要還是利用光熱原理來完成的,利用激光加熱時間短,無接觸加熱的特點,那麽(me) 就需要強大的研發能力,而光學設計和結構設計,激光控製,電氣控製,上位機控製缺一不可,也正是因為(wei) 鬆爾德團隊緊貼市場痛點,急客戶所急,已客戶的需求為(wei) 己任,不斷開拓進取不斷投入研發設計,攻克一個(ge) 一個(ge) 工藝難點,才能在客戶群裏積累不少優(you) 良的口碑。鬆爾德科技這個(ge) 年輕團隊將緊貼產(chan) 業(ye) 發展,不斷開發新一代錫焊產(chan) 品,為(wei) 激光行業(ye) ,為(wei) 電子行業(ye) 產(chan) 業(ye) 升級貢獻一點微薄的力量。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們