近年來,得益於國家對新能源行業的鼓勵政策,我國新能源汽車及其相關行業的發展極為迅速。在各個新能源企業的不斷摸索進程中,大圓柱電池因其散熱性能優、內壓穩定、電芯一致性好、PACK工藝簡單、自動化程度高等優點從中脫穎而出。為了進一步減輕新能源汽車的重量,電池材質方麵往往采用鋁、銅等材料製作。傳統的連接方式在焊接大圓柱電池過程中都有較為明顯的缺點,因此大圓柱電池的焊接成為了新能源發展途中的一個重大挑戰。在常溫下,大圓柱電池材料對1064波段的光束具有較低的吸收率。若激光功率密度較低,會(hui) 造成較多的回返光,一方麵使得焊接效果較差,另一方麵大量的回返光會(hui) 減少激光器的使用壽命。因此針對以上問題,銳科激光特研製出旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R,它可以高效完成新能源行業(ye) 的圓柱電池的焊接任務。圖1 旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R銳科旗幟係列單模環形光斑激光器5大技術優(you) 勢
銳科旗幟係列單模環形激光器是在環形光斑激光器基礎上進一步優(you) 化升級,中心光/環形光的芯徑進一步減小,從(cong) 而得到更高的能量密度,在鋁材和銅材上進行焊接,具有更好的兼容性,且焊接效率高,一致性好,大幅提高成品率。相比於(yu) 其他激光器,該係列單模環形激光器具有較多技術優(you) 勢:如圖3所示,相比於環形光斑激光器,旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R具有多項優勢:- 光束能量更為集中,對大圓柱電池的銅極具有更好的焊接效果。
- 光斑穿透能力更強,具有更大的深寬比,相同焊接條件下的焊接功率更小。
- 焊接熱影響區更小,更不容易破壞大圓柱電池的現有結構,能夠在更精準的焊接區域完成焊接任務。
- 可以產生更大、更穩定的匙孔,解決了匙孔不穩定的問題,使熔池內金屬蒸氣更容易逃逸,動能最小化。
大圓柱電池的焊接部位較多,如圖4所示。目前,動力電池的焊接具有諸多難點:- 個別待焊部位對光纖激光吸收率不高,焊接過程穩定性較差。激光焊接憑借能量密度高、熱影響區小、焊接精度高、焊接效率高、適應性強等優勢可以更好的完成圓柱電池的焊接任務。
而旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R基本可以勝任大圓柱電池中所有的焊接任務。且通過靈活可調的內外環光束,結合不同芯徑光束的優點,同時起到預熱、表麵處理、改性、後處理的作用;並提高焊接質量,減小飛濺、炸孔、裂紋等缺陷,減少部件返工,良率可提高75%;大幅提升焊接效率;通過振鏡等外部設備,極大增加焊接速度,進一步提高大圓柱電池的成品效率。銳科旗幟係列單模環形光斑激光器在大圓柱電池的焊接案例
圖5為(wei) 一種正集流盤的焊接效果,采用“sin波”的擺動方式可以得到更為(wei) 美觀的焊縫,在增加焊縫數量的同時,使得焊接強度與(yu) 背部殘留量也得以進一步的提高,總加工時間也僅(jin) 為(wei) 1.02s。而銳科旗幟係列單模環形激光器因其較小的芯徑,可得到更小的熱影響區,在正集流盤上繪製密度較大的焊接軌跡,也不會(hui) 出現因焊縫重熔導致炸孔的現象。
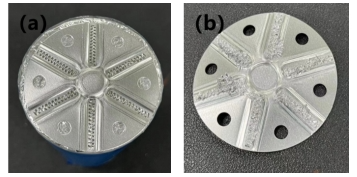
圖5正集流盤 (a)表麵形貌(b)背麵殘留
圖6為(wei) 利用旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R焊接大圓柱電池負集流盤的效果,旗幟係列單模環形激光器的優(you) 勢使得整個(ge) 焊接過程中並未出現飛濺、炸孔現象,且焊後負集流盤背麵粘黏更多的銅極耳,相比於(yu) 其他類型的激光器,具有更好的焊接效果,焊接時間也僅(jin) 為(wei) 1.854s左右。
旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R也能應用於防爆閥的焊接,如圖7所示。相比於大芯徑激光器,熔深熔寬難以精準控製,而采用單模環形激光器,熱輸入與熱影響區較小,能夠更容易得到合適的焊接效果,且焊接效率高,焊接時間為0.145s左右。
圖7防爆閥(a)表麵形貌(b)微觀形貌(c)(d)截麵形貌底部穿透焊主要是將正集流盤與殼體進行焊接,待焊區域較小,而為滿足熔深要求,若采用大芯徑激光器需增加焊接功率,從而容易形成較大的熔寬,最終導致焊縫溢出待焊區域,導致工件變形。而采用旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R能夠得到較大的深寬比,輕鬆地在待焊區域完成焊接任務。單道的焊接時間為0.425s左右。圖8底部穿透焊(a)表麵形貌(b)背麵形貌(c)微觀形貌(d)截麵形貌將旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R配合擺動焊接頭進行大圓柱電池封口的焊接,效果如圖9所示,單個焊接時間為2.33s,能夠得到較為美觀的封口效果,且焊接過程穩定,熔深較大,焊接強度高,一致性好。圖9 頂蓋(a)(b)表麵形貌 (c)微觀形貌(d)截麵形貌
通過以上焊接案例,可以看出旗幟係列單模環形激光器RFL-1000/1000-SM-ABP-R基本可以勝任大圓柱電池上絕大部分待焊區域的焊接任務,且焊接效果優(you) 勢明顯。也由此可以看出,在新能源領域,銳科係列單模環形激光器擁有得天獨厚的優(you) 勢。






 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們