




截止到今年9月份,歐盟國家可能會不允許在金屬部件中使用鍍硬鉻,基於這種情況,需要另一種工藝來替代鍍硬鉻。熱噴塗經過測試,具有很高的靈活性,然而測試的結果往往欠佳。另一個非常不錯的代替鍍硬鉻的選擇是由德國亞琛Fraunhofer ILT的科學家最新研發的超高速激光熔覆,采用的設備由德國Laserline公司提供。
在發電廠或者其他工業製造工廠,機械設備的金屬部分在磨損方麵常常經受著巨大的考驗,工藝參數和一般的生產環境常常很糟糕,導致一些最重要的金屬部件的腐蝕和磨損。為了應對這些情況和延長一些特別昂貴的生產設備的使用壽命, 這些設備的金屬部分外表鍍上特殊的塗層。旋轉部件、管和其他功能性部件的整個表麵都帶有金屬或者是陶瓷塗層。
這增加了工件對熱度、潮濕、侵蝕性化學物質以及金屬碎屑和飛濺物的抗腐蝕性。常常使用的加工是早期被稱為硬鉻電鍍方式。它是一種電鍍方法,把工件浸入鉻電解質中,因此被鉻層覆蓋。如果有特殊部分不需要塗層,那部分在浸入電解液溶液前會被包裹起來。特別適用於大幅麵與體型大的部件,緊挨著的選擇區域也是可能進行塗層。
鍍鉻或將被禁用,新的塗層技術勢在必行
鍍硬鉻未來的發展尚未定論,盡管在現階段鍍硬鉻非常成功,但是現在普遍使用的三氧化鉻(CrO3), 又稱六價鉻(Cr6+),連同其他有鉻成分的物質被歐盟委員會於2013年定義為對人體有害物質,並被列入《關於化學品注冊、評估、許可和限製的法規》附件的第14條中,這一常常討論到條例是用來規範附件裏列入的“高度關注的物質”(SVHC)的化學品使用。從2017年9月開始,這些物質隻能在獲得歐洲化學品總署的特殊且有限期認證後才能使用。獲得這些認證的程序非常複雜,甚至在申請過程中會遇到一些棘手的問題。比方說,必須證明和保證任何SVHC(高度關注物質)將會在絕對安全的情況下使用並且沒有其他物質可以代替該SVHC。如果真是這樣,對於技術成熟的鍍硬鉻的使用,尤其是含有六價鉻,可能會存在爭議。因此,鍍硬鉻的行業已經高度警惕,並且已經在歐盟法院一場關於允許使用鉻材料的官司上敗下陣來。
基於上述事實,沒有任何選擇,隻能找替代方法,以及為使用以上技術的任何企業提供新技術。任何人或企業普遍依靠鍍鉻技術都是把整個商業模式至於危險之境。大家共同麵對的問題是替代技術有限,在技術上可用和在成本上經濟實惠。工業中使用的熱噴塗,輔料以粉末的形式使用,粉末被燃燒器和‘火焰’熔化,並通過熱氣體噴射器噴射到需要塗層部件表麵。,熔融材料通過機械粘合附著在表麵上。由於各種不同的材料都可以用作塗料,這種方式的高度靈活性的巨大優勢就體現出來了,而這種工藝的主要缺點在於有限的最大機械應力水平。這是由於基材和塗層材料之間的機械結合,與電鍍工藝產生的結合相比,粘合有著更少的“負重力”。因此,用熱噴塗產生的塗層會更快地磨損。此外,熱噴塗還會產生多孔的表麵和材料層,容易導致破裂,並且往往還不能通過初始的方法修複。接下來的結果通常是一個部分透射的層,其不能與硬鉻鍍層相當。為了達到1-2%範圍內的孔隙率,塗層的厚度會增加,而這又對工藝成本產生影響,因此相信熱噴塗將最大限度的部分替代電鍍。
高速激光熔覆是另一個選擇
一個對未來更好的預測是以粉末為材料,激光為熱源的熔覆工藝。該激光熔覆使用塗料作為粉末,通常為金屬粉末。激光輻射同時熔化金屬粉末以及基底材料並產生冶金結合,兩鍾熔融材料在稀釋區域中連接在一起。這些冶金粘結層相比熱噴塗層要耐磨得多,甚至可以增強電鍍塗層部件的耐磨性。此外,激光熔覆能產生致密層,沒有孔隙和裂縫,並還增加了一些優點。然而,激光熔覆在工業中的應用的成功案例有限,主要基於兩個原因。 首先,激光熔覆層的厚度限製在0.5mm或更厚,結果就是激光熔覆在某些需要更薄塗層(石油和天然氣,農業和發電廠應用)的應用中被排除了。第二點,激光熔覆的速度(平方厘米/分鍾)被限製在了10至50平方厘米/分鍾,這是對超出尺寸的部件以米而不是厘米為單位的限製。同時,在一些旋轉的應用中這一缺點被Fraunhofer激光技術研究所 (ILT)消除掉了。在特殊升級過的車床上進行的許多基礎試驗中,使用了Laserline LDF 4000-8,具有光束轉換器的二極管激光器,顯示出了鎳鉻合金Inconel 625的防腐蝕層可以極快的應用,速度可達200米/分鍾。這有助於將塗層厚度減小到20μm,並且可以同時將塗布麵積增加到500cm2/ min。總而言之,超高速激光熔覆的專利工藝可以達到10到250μm之間的厚度。
成功的關鍵在於增加焦平麵的強度。盡管標準的激光熔覆使用2-3mm甚至更大的光斑尺寸,但這種新方法是基於1mm的光斑尺寸。 此外,有必要對激光光斑定位,粉末供應和保護氣體進行研究。
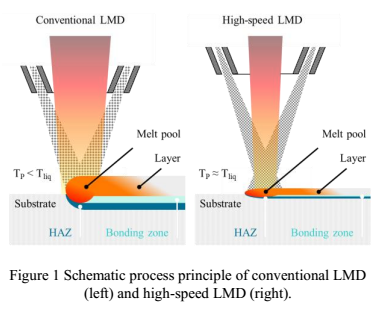
常規的激光熔覆是熔化基體材料和粉末,然後在此基礎上產生熔池-它們僅在該平麵中熔合。而超高速激光熔覆是將粉末顆粒加熱到接近熔化溫度,這既增強速度又有助於降低塗層厚度。兩個過程原理如圖1所示。粉末顆粒在高溫下產生或多或少的熔融顆粒,而其僅需要與基材的熔池短暫接觸就可以產生所需的冶金結合。相比傳統工藝在熔池裏熔化顆粒,這種方法帶來了速度提升。相比之下基材中的熔池所需能量少了很多。在一些情況中,使用等量粉末的條件下,所需的激光功率可達到20KW,而高速激光熔覆工藝隻需要2~4kW的激光功率。因此基於這種效率,同時減少購買資金投入以及運營成本,這種工藝更加經濟實惠。最後,這種激光熔覆產生的是無孔塗層,表麵具有非常低的粗糙度的,在塗覆後也僅需一些小小的處理。
有了這種高速激光工藝,就有了比熱噴塗工藝更優的選擇,這也是最有可能代替鍍硬鉻的方案。
早在2016年,首個客戶項目就在ILT發展的專利技術的基礎上,通過使用Laserline GmgH激光器成功地實現了。由於此項技術在全球引起了廣泛的強烈的興趣,很多合作夥伴在開展更多的項目,高速激光熔覆也會在行業中越來越多的被安裝投入使用。
雖然該工藝最初僅適用於旋轉中的部件塗層,但是現在有更多的想法與方法來建立更多選擇,在不同形狀工件上實現塗層。
Laserline和ILT將因此從事更多的開發,並將超高速激光熔覆應用於更多應用和目的。
Source: Fraunhofer ILT, Aachen, Germany在發電廠或者其他工業製造工廠,機械設備的金屬部分在磨損方麵常常經受著巨大的考驗,工藝參數和一般的生產環境常常很糟糕,導致一些最重要的金屬部件的腐蝕和磨損。為了應對這些情況和延長一些特別昂貴的生產設備的使用壽命, 這些設備的金屬部分外表鍍上特殊的塗層。旋轉部件、管和其他功能性部件的整個表麵都帶有金屬或者是陶瓷塗層。
這增加了工件對熱度、潮濕、侵蝕性化學物質以及金屬碎屑和飛濺物的抗腐蝕性。常常使用的加工是早期被稱為硬鉻電鍍方式。它是一種電鍍方法,把工件浸入鉻電解質中,因此被鉻層覆蓋。如果有特殊部分不需要塗層,那部分在浸入電解液溶液前會被包裹起來。特別適用於大幅麵與體型大的部件,緊挨著的選擇區域也是可能進行塗層。
鍍鉻或將被禁用,新的塗層技術勢在必行
鍍硬鉻未來的發展尚未定論,盡管在現階段鍍硬鉻非常成功,但是現在普遍使用的三氧化鉻(CrO3), 又稱六價鉻(Cr6+),連同其他有鉻成分的物質被歐盟委員會於2013年定義為對人體有害物質,並被列入《關於化學品注冊、評估、許可和限製的法規》附件的第14條中,這一常常討論到條例是用來規範附件裏列入的“高度關注的物質”(SVHC)的化學品使用。從2017年9月開始,這些物質隻能在獲得歐洲化學品總署的特殊且有限期認證後才能使用。獲得這些認證的程序非常複雜,甚至在申請過程中會遇到一些棘手的問題。比方說,必須證明和保證任何SVHC(高度關注物質)將會在絕對安全的情況下使用並且沒有其他物質可以代替該SVHC。如果真是這樣,對於技術成熟的鍍硬鉻的使用,尤其是含有六價鉻,可能會存在爭議。因此,鍍硬鉻的行業已經高度警惕,並且已經在歐盟法院一場關於允許使用鉻材料的官司上敗下陣來。
基於上述事實,沒有任何選擇,隻能找替代方法,以及為使用以上技術的任何企業提供新技術。任何人或企業普遍依靠鍍鉻技術都是把整個商業模式至於危險之境。大家共同麵對的問題是替代技術有限,在技術上可用和在成本上經濟實惠。工業中使用的熱噴塗,輔料以粉末的形式使用,粉末被燃燒器和‘火焰’熔化,並通過熱氣體噴射器噴射到需要塗層部件表麵。,熔融材料通過機械粘合附著在表麵上。由於各種不同的材料都可以用作塗料,這種方式的高度靈活性的巨大優勢就體現出來了,而這種工藝的主要缺點在於有限的最大機械應力水平。這是由於基材和塗層材料之間的機械結合,與電鍍工藝產生的結合相比,粘合有著更少的“負重力”。因此,用熱噴塗產生的塗層會更快地磨損。此外,熱噴塗還會產生多孔的表麵和材料層,容易導致破裂,並且往往還不能通過初始的方法修複。接下來的結果通常是一個部分透射的層,其不能與硬鉻鍍層相當。為了達到1-2%範圍內的孔隙率,塗層的厚度會增加,而這又對工藝成本產生影響,因此相信熱噴塗將最大限度的部分替代電鍍。
高速激光熔覆是另一個選擇
一個對未來更好的預測是以粉末為材料,激光為熱源的熔覆工藝。該激光熔覆使用塗料作為粉末,通常為金屬粉末。激光輻射同時熔化金屬粉末以及基底材料並產生冶金結合,兩鍾熔融材料在稀釋區域中連接在一起。這些冶金粘結層相比熱噴塗層要耐磨得多,甚至可以增強電鍍塗層部件的耐磨性。此外,激光熔覆能產生致密層,沒有孔隙和裂縫,並還增加了一些優點。然而,激光熔覆在工業中的應用的成功案例有限,主要基於兩個原因。 首先,激光熔覆層的厚度限製在0.5mm或更厚,結果就是激光熔覆在某些需要更薄塗層(石油和天然氣,農業和發電廠應用)的應用中被排除了。第二點,激光熔覆的速度(平方厘米/分鍾)被限製在了10至50平方厘米/分鍾,這是對超出尺寸的部件以米而不是厘米為單位的限製。同時,在一些旋轉的應用中這一缺點被Fraunhofer激光技術研究所 (ILT)消除掉了。在特殊升級過的車床上進行的許多基礎試驗中,使用了Laserline LDF 4000-8,具有光束轉換器的二極管激光器,顯示出了鎳鉻合金Inconel 625的防腐蝕層可以極快的應用,速度可達200米/分鍾。這有助於將塗層厚度減小到20μm,並且可以同時將塗布麵積增加到500cm2/ min。總而言之,超高速激光熔覆的專利工藝可以達到10到250μm之間的厚度。
成功的關鍵在於增加焦平麵的強度。盡管標準的激光熔覆使用2-3mm甚至更大的光斑尺寸,但這種新方法是基於1mm的光斑尺寸。 此外,有必要對激光光斑定位,粉末供應和保護氣體進行研究。
常規的激光熔覆是熔化基體材料和粉末,然後在此基礎上產生熔池-它們僅在該平麵中熔合。而超高速激光熔覆是將粉末顆粒加熱到接近熔化溫度,這既增強速度又有助於降低塗層厚度。兩個過程原理如圖1所示。粉末顆粒在高溫下產生或多或少的熔融顆粒,而其僅需要與基材的熔池短暫接觸就可以產生所需的冶金結合。相比傳統工藝在熔池裏熔化顆粒,這種方法帶來了速度提升。相比之下基材中的熔池所需能量少了很多。在一些情況中,使用等量粉末的條件下,所需的激光功率可達到20KW,而高速激光熔覆工藝隻需要2~4kW的激光功率。因此基於這種效率,同時減少購買資金投入以及運營成本,這種工藝更加經濟實惠。最後,這種激光熔覆產生的是無孔塗層,表麵具有非常低的粗糙度的,在塗覆後也僅需一些小小的處理。
有了這種高速激光工藝,就有了比熱噴塗工藝更優的選擇,這也是最有可能代替鍍硬鉻的方案。
早在2016年,首個客戶項目就在ILT發展的專利技術的基礎上,通過使用Laserline GmgH激光器成功地實現了。由於此項技術在全球引起了廣泛的強烈的興趣,很多合作夥伴在開展更多的項目,高速激光熔覆也會在行業中越來越多的被安裝投入使用。
雖然該工藝最初僅適用於旋轉中的部件塗層,但是現在有更多的想法與方法來建立更多選擇,在不同形狀工件上實現塗層。
Laserline和ILT將因此從事更多的開發,並將超高速激光熔覆應用於更多應用和目的。


圖片2和3 :用超高速激光熔覆塗覆液壓柱塞(source: Fraunhofer ILT, Aachen/Germany)
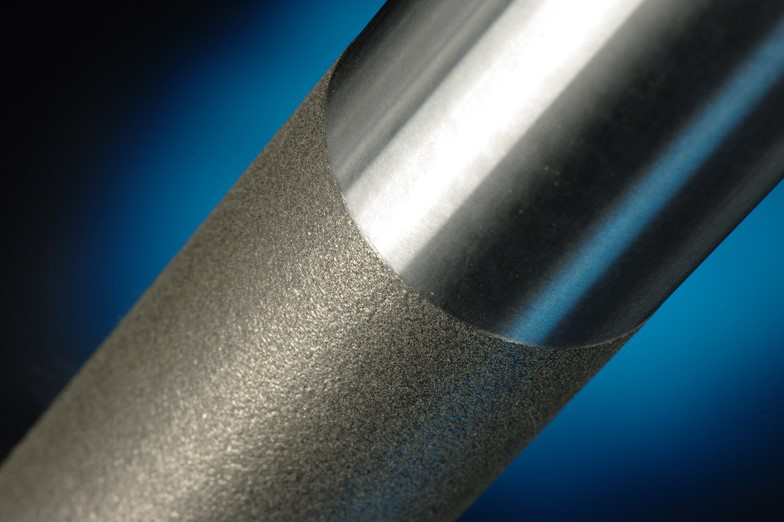
圖片4:液壓柱塞通過超高速激光熔覆塗層,並通過激光器進行加工(Source: Fraunhofer ILT, Aachen/Germany)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們