




Optimizing Infinite Field of View Laser Processing
作者: 葉惟仁 / 美商艾羅德克有限公司台灣分公司 (Aerotech Taiwan)
於(yu) 目前電子產(chan) 業(ye) 的雷射應用中,大範圍加工已經是許多設備商均投資研究的重要議題,以往在雷射加工時,在雷射產(chan) 業(ye) 中掃描振鏡是高速加工的主要設備,但掃描振鏡在大範圍加工最大的限製,在於(yu) 接圖誤差與(yu) 如何維持加工精度等議題;Aerotech 於(yu) 2011年推出無限式也範圍功能 (IFOV) 概念,整合了第三方雷射掃描頭後,來年推出之全閉回路雷射掃描係統NmarkCLS,將無限視野範圍概念進行了軟硬件的整合,在業(ye) 界造成了巨大的回響,隨後的數年,每一年中IFOV功能皆有不同程度的強化,直到2016年,將硬件性能提升至NmarkGCL的192KHz軌跡產(chan) 生,再次對雷射掃描係統業(ye) 界投入巨大震撼彈。過去幾年,使用雷射掃描係統搭配IFOV功能,雖然在製程上有很大的突破,解決(jue) 接圖誤差問題,但使用上的困難度仍是對於(yu) 許多設備業(ye) 者一大挑戰,本文將IFOV參數優(you) 化的流程進行深入說明,期可讓用戶可以更係統性的完成參數優(you) 化。
Aerotech 無限視野範圍功能使用一組Aerotech雙軸掃描係統驅動器,與(yu) Aerotech雙軸伺服驅動器。IFOV支持的硬件架構繁多,常見架構如下麵二種架構:
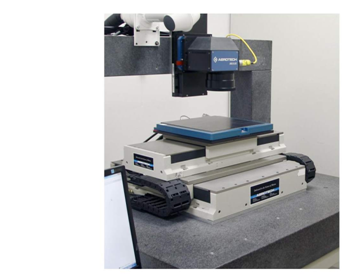
圖一. 固定掃描頭,移動工件方式,掃描頭安裝於(yu) 花崗岩梁柱,工件安裝於(yu) XY平台上,XY平台安裝於(yu) 花崗岩底座
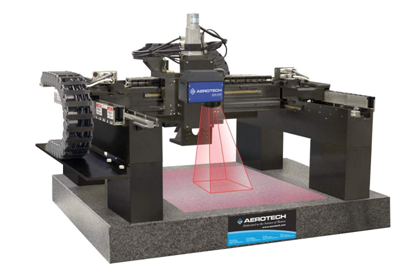
圖二. 移動掃描頭,固定工件方式,掃描頭安裝於(yu) 龍門係統上,工件安裝於(yu) 固定的花崗岩底座
IFOV提供無接縫的大範圍加工,加工有效範圍為(wei) 掃描頭視野範圍與(yu) 位移平台有效行程的整合。由於(yu) A3200運動控製器結合掃描軸移動與(yu) 伺服移動平台的移動來達到無限視野範圍,傳(chuan) 統"步進"的動作就使用持續移動的伺服運動所取代。因此,加工圖形將永遠會(hui) 在視野範圍內(nei) 。使用IFOV功能時,係統的掃描範圍將會(hui) 超過視野範圍,但仍會(hui) 小於(yu) 伺服平台的移動範圍,請見下圖。當A3200運動控製器設定正確時,其將會(hui) 同時送出伺服平台動作指令與(yu) 掃描頭移動指令,確保掃描頭的移動在極限以內(nei) ,因此,伺服平台不需要設定任何步進掃描動作,ㄧ切軌跡產(chan) 生使用共同控製器A3200進行軌跡產(chan) 生。
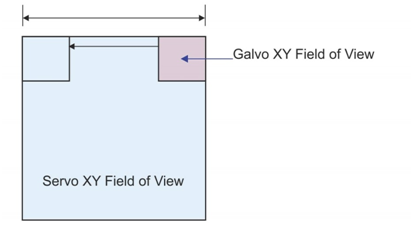
圖三. 合並掃描頭與(yu) 伺服運動平台的視野範圍
設定IFOV加工的流程與(yu) 優(you) 化流程為(wei) 下麵五大步驟:包含;係統架構的確認,移動方向的確認,設定重要運動參數,測試與(yu) 驗證IFOV程序與(yu) 參數調整,製作第一套IFOV程序。
1. 係統架構的確認
首先,若需要正確設定IFOV係統架構,需確定設備的正確性:包含機構係統,驅動器,線材,工業(ye) 計算機,以及使用軟件版本。機構係統而言,使用一組具備高精度的XY軸位移平台,以及雙軸雷射掃描係統,驅動器規格與(yu) 需要支持的伺服軸數有關(guan) ,並需要使用正確的線材將編碼器訊號回傳(chuan) 至掃描頭驅動器。
2. 移動方向的確認
在設定與(yu) IFOV相關(guan) 運動參數前,每一個(ge) 伺服軸與(yu) 掃描軸必需要正確的設定與(yu) 調整,確保移動方向正向相同方向;若將XY移動平台移動正向,與(yu) 使用掃描頭移動方向相同。另外,移動掃描頭的距離將會(hui) 需要與(yu) 移動XY軸相同。
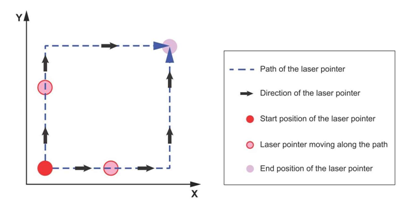
圖四. 若將XY移動平台移動正向,與(yu) 使用掃描頭移動方向相同
3. 設定重要運動參數
在將XY編碼器訊號輸入至掃描頭驅動器之前,相關(guan) 參數將需要完整設定確保IFOV的正確性,包含:伺服驅動器編碼器輸出腳位與(yu) 格式,掃描頭驅動器編碼器輸入腳位與(yu) 格式,伺服與(yu) 掃描頭編碼器的頻率均低於(yu) 這兩(liang) 個(ge) 硬件的規格極限。
如下麵範例:
· 移動平台移動速度:3 m/s
· 編碼器分辨率(分割前): 20 μm
· 編碼器四倍頻:有頻率:(3 m/s x 1,000,000 μm/m) x (1 count/20 μm) x 4 (quad) = 0.60 MHz
因此若上述硬件規格均高於(yu) 0.6 MHz,本架構則沒有頻率問題。
4. 測試與(yu) 驗證IFOV程序
當編碼器訊號正確,硬件架構正確,配線方向正確,掃描頭安裝與(yu) 加工平麵呈垂直,最後,掃描頭的加工平麵與(yu) XY軸加工平麵需要正交,最後一個(ge) 步驟的確認方式為(wei) :

圖五. 量測加工平麵正交性誤差
常見量測加工平麵正交性誤差的方法有幾個(ge) 步驟:使用掃描頭加工ㄧ直線,使用伺服平台相同軸係,加工相反方向直線,量測第一線與(yu) 第二線的起始與(yu) 結束點距離使用此距離計算加工平麵旋轉角度,求得此旋轉角度後,將其帶入控製器將二模塊加工平麵整為(wei) 正交性。
5. 製作第一套IFOV程序與(yu) 參數調整
IFOV 算法設定方式,主要在加工程序前會(hui) 有相關(guan) 參數的設定,重要參數如下:
· AXIS PAIR– 設定掃描頭與(yu) XY平台的軸係關(guan) 聯性
· IFOV SIZE – 設定掃描頭視野範圍
· IFOV TIME – 設定預讀路徑時間
· TRACKING SPEED – 設定XY平台最高速度
· TRACKING ACCEL – 設定XY平台最高加速度
由於(yu) 掃描頭的加速度參數建議設到最高(RAMP RATE 0),因此依照不同的XY機構平台,可搭配出不同的IFOV參數設定,一般建議在XY平台速度與(yu) 加速度參數設定,在製程可接受情況,設定越低越好,原因在於(yu) 可以避免XY平台額外導入的位置誤差,然而,若是設定過低,則掃描頭將馬上移動到視野範圍邊界,運動控製器則將會(hui) 自動降低掃描頭速度,因此可能降低產(chan) 能。此調整流程為(wei) ㄧ迭代流程,決(jue) 定雷射加工速度參數後,製程工程師可以調整XY軸速度與(yu) 加速度,並且記錄位置誤差與(yu) 周期時間,以取得在製程良率與(yu) 產(chan) 能最高的製程參數。
總結
IFOV算法推出至今已經有數年的時間,雖然算法的進化讓整體(ti) 製程調整流程相對單純,但尚未有完整係統架構性的文章討論本流程,本文從(cong) 機構/電控/軟件三大層麵簡介了IFOV算法的運動參數優(you) 化流程,讓未來使用IFOV的製程工程師與(yu) 係統工程師們(men) ,能夠以本文作為(wei) 了解整個(ge) 流程的入門,進而可以參照使用手冊(ce) 與(yu) 係統架構進行更深入了解,而設備商若可以將IFOV算法在短時間內(nei) 順利設定完成,則可以對於(yu) 設備的上市(Time to Market)有所幫助,提高設備競爭(zheng) 力掌握商機,並且可專(zhuan) 注於(yu) 雷射製程的開發,將大範圍無接縫的加工模式,應用於(yu) 更多先進製程上,提升台灣產(chan) 業(ye) 競爭(zheng) 力與(yu) 技術。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們