




激光氣相沉積技術
激光氣相沉積法有激光化學氣相沉積法(Laser Chemical Vapor Deposition, LCVD)和激光物理氣相沉積法(Laser Physical Vapor Deposition, LPVD)兩(liang) 種主要形式,化學氣相沉積法是製備材料氣相生成的方法,它通過含有物構成薄膜元素的揮發性化合物與(yu) 其他氣相物質,使其以原子態沉積在置於(yu) 適當位置的基體(ti) 上,從(cong) 而形成所要求的材料。物理氣相沉積法則是利用高溫引起物質蒸發,或利用電子、離子、光子等荷能粒子的能量造成靶物質的線射到基體(ti) 形成所要求的薄膜。激光氣相沉積性法有以下幾個(ge) 特點:1)不但能形成金屬層,還可形成陶瓷層;2)成份容易控製、純度高、可得致密表麵層;3)具有很好的覆蓋懷,可在深孔、階梯等複雜三維曲麵上沉積抗磨蝕、抗高溫氧化、抗腐蝕、抗衝(chong) 蝕等冶金塗料和防護塗料;4)該方法既可用於(yu) 批量生產(chan) ,也可用於(yu) 連續生產(chan) 。
近幾年來,日、美和西歐等摩托車廠家已成功地使用激光氣相沉積技術將氮化矽等陶瓷微粒沉積、噴塗或注入發動機氣缸內(nei) 壁上,使鋁合金氣缸內(nei) 壁改性形成一層附著力強,且耐磨、耐衝(chong) 擊、耐高溫的高性能複合材料,取代鑄鐵氣缸套或鑄鐵汽缸。這樣可有效地減輕摩托車重量,同時可以減化汽缸組製造工藝。最近日本也用該方法在活塞環外表麵進行了鍍![]() 或
或![]() ,使活塞環摩損量大大下降。
,使活塞環摩損量大大下降。
激光衝擊處理技術
激光衝(chong) 擊處理(Laser Shock Processing,LSP)是一種正在開發中的金屬材料表麵改性技術,與(yu) 爆炸衝(chong) 擊、噴丸強化效置相似,它能改善金屬材料的強度、耐磨和耐腐蝕性能,特別是能有效地提高金屬材料的疲勞壽命。
激光衝(chong) 擊技術是利用高功率密度(109W/cm2級)、短脈衝(chong) (納秒級)誘導強應力衝(chong) 擊波改變材料表麵物理機械性能的技術。為(wei) 了提高對激光能量的吸收和保護金屬材料表麵不受損失,在激光衝(chong) 擊處理之前需在材料表麵塗上一層不透光材料(或稱塗層),再在塗層上覆蓋一層透明材料,稱為(wei) 約束層。激光衝(chong) 擊時,強激光通過透明材料作用在材料表麵塗層,塗層吸收激光能量迅速汽化、膨脹、爆炸,形成一個(ge) 向金屬材料內(nei) 部傳(chuan) 播的高強度壓力衝(chong) 擊波,其峰值達GPa。這種高輻值壓力脈衝(chong) 波能使材料產(chan) 生密集、均勻和穩定的位錯結構,同時形成殘餘(yu) 壓應力。在這兩(liang) 種因素共同作用下,可以改善金屬材料的強度、耐磨性、耐腐蝕性,提高金屬材料的疲勞壽命。
1980年,B.P.Fairand等對鋁合金進行了激光衝(chong) 擊處理,使其疲勞壽命提高了2~3倍。1990年,G.Banas對18Ni合金鋼進行試驗,疲勞壽命提高了17%。1992年,M.Geland等對奧氏體(ti) 不鏽鋼AISI316L進行試驗,其硬度提高92%。1994年張永康等對2024T62鋁合金進行試驗,其疲勞壽命平均提高6.9倍,最大可提高23.7倍。
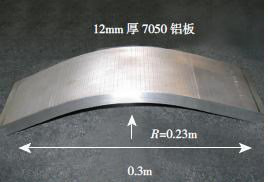
鋁合金的激光衝(chong) 擊成形效果
激光可在計算機控製下,對零件限定區域,如小圓角、凹槽等應力集中的局部疲勞區進行衝(chong) 擊處理。由於(yu) 作用時間短,材料變形較小,經拋光的成品零件在激光衝(chong) 擊紳化後沒有精度損失。所以激光衝(chong) 擊處理可以替代噴丸處理。適合於(yu) 激光衝(chong) 擊的材料很多,如碳鋼、合金鋼、不鏽鋼、可鍛煉鑄鐵、球墨鑄鐵、鋁合金、鈦合金及鎳基高溫合金等。激光衝(chong) 擊強化技術正受到航天、汽車、造船等工業(ye) 上的重視,同樣該技術在摩托車製造中處理曲軸、凸輪軸、連杆、搖臂、鏈輪、齒輪以及重要的緊固孔、焊縫等有著廣闊的應用前景。
2010年五邑大學為(wei) 了獲得齒輪高強度滲碳鋼合適的激光衝(chong) 擊處理工藝條件,對20CrMnTiH、17Cr2Ni2MoH試件進行了激光衝(chong) 擊強化處理,以8J激光能量、20ns脈寬、6mm光斑直徑、2 mm水介質約束層、0.1 mm碳黑膠帶吸收層等衝(chong) 擊工藝參數條件下強化處理後,並對強化後材料的殘餘(yu) 壓應力與(yu) 強化影響層進行了測試和分析。
根據試驗測量結果,可以得到如下結論:1)經過激光衝(chong) 擊強化處理20CrMnTiH後,衝(chong) 擊強化區的殘餘(yu) 壓應力有極大提高,可達 -1000MPa;2)通過40%搭接率的2次優(you) 化衝(chong) 擊強化對殘餘(yu) 壓應力場的改善非常明顯,搭接率為(wei) 40%衝(chong) 擊處理比單次衝(chong) 擊處理對材料的殘餘(yu) 壓應力場有極為(wei) 明顯的改善,使表麵殘餘(yu) 應力場更加均勻; 3)激光衝(chong) 擊強化對金屬材料性能的作用主要體(ti) 現在材料表麵影響層的改善,即在深度方向殘餘(yu) 應力場的提高;40%搭接率的2次衝(chong) 擊強化對殘餘(yu) 應力場的改善效果比較顯著,影響層深度達到了0.7mm。
以上結論對高強鋼激光衝(chong) 擊強化處理技術的深入研究和實際工程應用均有指導意義(yi) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們