




時至今日,光導纖維光束傳輸技術已經成為高功率固體連續(CW)激光能夠被廣泛工業應用的核心驅動,但該技術卻不能被應用於超快脈衝激光。而微納結構的空芯光纖的出現使之成為可能,高能量的皮秒和飛秒脈衝激光能夠被限製在其極小的中空芯部結構,以極佳的光束質量進行傳輸。當將其包入一根堅固的光纜外殼,或許意味著一個新的激光傳輸時代的開啟。(見圖1)

圖1:適用於超快激光應用的光纜
由於可以對幾乎任何材料進行超高精度的加工,超快激光展現出不斷增長的應用需求。當其被應用於真正的工業生產時, 要求精確的控製脈衝的時間、空間和形狀, 以便實現最佳的超快激光輸出。光束傳輸係統作為連接激光源
和具體應用之間的光學界麵,是激光加工係統中尤為關鍵的一環。它的主要目標是在盡可能簡單高效且不幹擾激光束的前提下,將激光源的激光引導至被加工件的特定位置。但同時,對激光束在時間和空間上的整形、加強需求, 作為一個附加功能越來越多的被提出。
在上世紀90年代,基於光纖技術的光束傳輸係統作為主要突破,使連續半導體和固體激光器真正進入工業激光應用,而其也成為數千瓦功率連續激光應用的標準。可以預見的是,如果有類似的光纖傳輸係統可用於超快激光應用,那是十分值得期待的。
超快脈衝的光束傳輸
目前對於脈寬在幾皮秒且脈衝能量滿足材料加工需求的這類新興超快激光應用,普遍采用空間光路傳輸。這些基於鏡片組成的係統需要繁瑣的細微調整(尤其是長距離傳輸),並且受到灰塵和顆粒汙染的困擾。在整個光路中,數量龐大的光學組件成為光束質量損失的潛在的根源。此外,此類加工設備普遍需要一個精工細作的穩定基台結構,激光器必須盡可能的接近加工位置,在整體係統設計方麵這意味著需要花費大量的成本和經曆。
缺少標準的光束傳輸解決方案導致了係統設計方案的千差萬別,這極大阻礙了超快激光得到更廣泛的工業應用。更換激光光源或其他部件都需要重新對整個係統進行調整和校準,這最終無疑提高了成本。基於光纖的光束傳輸係統當下還無法實現,這主要由於傳統的光纖並不適合傳輸超快激光。受限於本身的色散特性,會使脈寬變寬,損傷閾值也無法滿足需求,而自聚焦(self-focusing)、受激布裏淵散射(stimulated Brillouin scattering)以及拉曼散射(Raman scattering)等非線性效應,會輕易的破壞光纖材料或脈衝波形。所以作為結論,用於工業應用的超快脈衝無法通過傳統的玻璃光纖進行傳輸。
可在中空芯部約束光束的新型光纖
微納結構的空芯光纖(Microstructured hollow-core fibers,簡稱MHCFs,見圖2)支持光束在中空芯部(例如充氣或真空狀態)中傳輸,這使得其能夠傳輸極高的功率並且徹底消除了非線性效應。這種光纖從光子晶體光纖(photonic crystal fibers)演變而來,最早由來自英國巴斯大學(Bath University)的Russell,Knight和Birks共同開發研製。從那之後,各種不同樣式的微納結構光纖被開發出來,並證明了其可以傳輸高功率超快激光的潛在價值。此類光纖擁有類似於單模階躍折射率光纖(step-index fibers)的芯部尺寸,而約束光線的芯部構造像是不規則的水晶。但不同的是,其芯部長度可以大大延長,並且承受更高的損傷閾值。99%的激光光線在其中空芯部中傳導,可允許的脈衝能量等級提高到了毫焦耳(mJ)級別,大大超過了許多材料加工所需的能量等級。
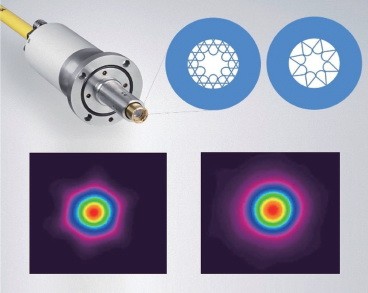
圖2:不同類型的微納結構空芯光纖(MHCFs)以及光束質量(M2)為1.3時遠近模場分布特性
將此類光纖適當的集成入工業光束傳輸係統,在保證完美的光束質量的前提下,幾百瓦(multi-100W)和幾百微焦(multi-100μJ)的超快激光脈衝可以被可靠的傳輸。這樣的光束傳輸係統使得激光源和具體應用得以分離,可以將激光能量分送到不同的工作站,甚至柔性化的機器人係統也成為現實,這些無疑都大大增強了工業應用的可能性。
空芯光纖由於具有極低的色散特性,非常適合用於飛秒級別的脈寬。在900-1100納米光譜範圍區間,30至70dB/km或1%每米的衰減值是可以實現的。
從空芯光纖到超快光束傳輸係統
從空芯光纖到超快光束傳輸係統
一套基於光纖的光束傳輸係統一般包括了光束發射係統,一段集成了光纖的光纜和一個加工頭。光束發射係統(beam launching system,簡稱BLS)是一套激光耦合裝置,是將激光源輸出的激光聚焦到光纖端部。這將最大限度的
提高激光傳輸效率,並且改善了光纖輸出端的光束質量。由於聚焦後的光斑十分微小,校準範圍隻有幾微米,對整套係統的機械定位和穩定性都提出了很高的要求。根據激光源的不同,光學係統的發散角接近衍射極限,焦點位置為高斯能量分布。但無論如何,滿足這樣的機械穩定性和成像質量要求,從目前的大功率連續激光耦合技術來看,都已經非常成熟。
內部的光纖本身受到了極好的保護,外部堅固的套管禁得起工業常見的機器人或龍門機構百萬次的彎曲。機械應力被減少到最小,即使是在充滿顆粒的粗加工環境。灰塵和水分不允許進入光纖內部,不然會降低性能甚至造成光纖的損毀。
在光纜接頭的端部有一麵保護玻璃可以保證內部的密封性,它距光纖端有一定的安全距離,避免被脈衝能量破壞其鍍膜或材料。光纜內部封閉的腔體可以充滿潔淨空氣或其他任意氣體,可以有一定的正壓力或是完全抽真空。光纖本身的夾持部件提供了良好的熱接觸,可選的水冷功能可以在高功率級別提供有效的散熱。精確的光纖端麵校準考慮了更換光纜時的產生的誤差,在更換同款光纜時幾乎不需要對輸出焦點進行再次微調。
一種新型的法蘭接口提供了極高的機械重複精度和快速的連接。同時,O型密封圈提供了有效的安全保護,以保證在一般工業製造環境下運行。另外在光學方麵,該光纜可具有與高功率連續光纜相同的安全功能,保護套管可以保證當內部光纖斷裂時不會有任何激光外泄。同樣根據工業標準,對光纖斷裂、接口連接和耦合狀態監測等功能也是具備的。
應用於工業超快激光
將這套光纖傳輸係統與現有工業超快激光係統匹配後,一係列的性能評估顯示出這項新技術的巨大潛力,測試激光器覆蓋了3至200瓦的功率範圍,300飛秒至10皮秒的麵寬範圍,3至250微焦的脈衝能量範圍。選用合適的光束發射係統並經過調校,該光纜可以被用於絕大部分的超快激光器。脈寬在飛秒級別,功率在幾百瓦,脈衝能量在幾百毫焦的超快激光在3至5米長的光纖中可以實現高於90%傳輸率。在不同功率等級耦合效率是恒定不變的,到光纖端麵的焦點漂移可忽略不計,所以根據應用可以進行快速的功率調製。僅有的物理限製包括當脈衝能量過高時會損壞光纖端麵,平均功率達到一定極限時光纖由於傳輸損耗而過熱,以及當過高的峰值功率產生的非線性效應會造成脈衝波形的缺陷。

圖3:適用於超快激光應用的光束發射裝置(BLS)和帶法蘭接口的光纜接頭
經過不斷實際測試數據表明,在光纜接頭(見圖4)可選的水冷功能可以保證承受更高的平均功率,而加壓或抽真空可以控製極高峰值功率帶來的非線性效應。
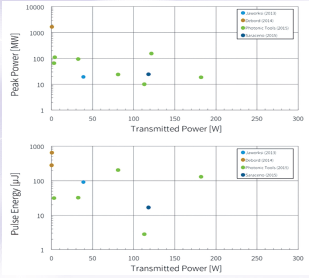
圖4:現場試驗數據與一些選取的論證光纖傳輸高功率和高脈衝能量性能結果的比較
當利用合理的光束發射,可以在光纜的輸出端保證很好的光束質量,一般的光束質量(M2)在1.3左右。圖3 展示了光束經過微納結構光纖傳輸時的遠近情形,兩邊都具有光束質量為1.3且均勻的遠場輪廓。
小結
基於光纖的光束傳輸係統曾經為半導體和固體激光在材料加工的工業化應用鋪平了道路。對於超快激光而言,類似的解決方案如今已經成為現實,可以預見其也將產生出相似的影響。
光纜的最大優勢是將促進係統集成的簡化,使得激光器可以被放置在遠離加工的位置,而加工設備的移動機構也不再需要笨重的支撐結構。最為額外的好處,這樣精妙的光束傳輸係統提供了更簡易的部件更換方式,減少了部件維護的時間。伴隨這些技術優勢,設備所有者整體激光係統集成成本將大大降低。
應用實驗結果表明,經過集成了光纖的光束傳輸係統的傳輸,超快激光保持了完美的光束質量、脈寬和功率。得益於牢固的接口設計,傳輸和光束質量都可以避免機械移動負載的影響。在極限曲折半徑內對光纜進行彎曲和移動都不會改變功率的傳輸率,隻會對光強分布產生微弱的影響。對於900至1100納米波段的超快激光應用,該光纜可輕易的對幾百瓦的平均功率和幾百微焦的脈衝能量進行傳輸。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們