




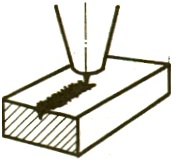
激光切割不鏽鋼,采用激光束照射到鋼板表麵時釋放的能量來使不鏽鋼熔化並蒸發。對將不鏽鋼薄板作為(wei) 主構件的製造業(ye) 而言,利用激光切割不鏽鋼是快速、有效的加工方法。
如果在加工過程中嚴(yan) 格控製激光切割工藝參數,就能保持此類材料的良好耐腐蝕性。而影響不鏽鋼切割質量最重要的工藝參量是切割速度、激光功率、氣壓等。具體(ti) 問題與(yu) 調試方法如下:
1、產(chan) 生點滴狀的細小規則毛刺

可能原因
(1)焦點太低
(2)進給速率太高
解決(jue) 方法
(1)抬高焦點
(2)減小進給速率
2、兩(liang) 邊都產(chan) 生長的不規則的細絲(si) 狀毛刺,大板材的表麵變色

可能原因
(1)進給速率太低
(2)焦點太高
(3)氣壓太低
(4)材料太熱
解決(jue) 方法
(1)增加進給速率
(2)降低焦點
(3)加大氣壓
(4)冷卻材料
3、隻在切割邊緣的一邊產(chan) 生長的不規則的毛刺

可能原因
(1)噴嘴未對中
(2)焦點太高
(3)氣壓太低
(4)速度太低
解決(jue) 方法
(1)對中噴嘴
(2)降低焦點
(3)加大氣壓
(4)提高速度
4、材料從(cong) 上麵排出
可能原因
(1)功率太低
(2)進給速率過大
(3)氣壓太高
解決(jue) 方法
出現此情況立即按暫停按鈕,以防止熔渣飛濺到聚焦鏡上增加功率減小進給速率減小氣壓
除了以上常見問題,還可能出現切割邊緣發黃問題
可能原因
氮氣裏含有氧氣雜質
解決(jue) 方法
使用質量好、純度高的氮氣
創鑫激光MaxSC係列單模連續光纖激光器,高精度切割不鏽鋼、碳鋼等金屬材料,提供優(you) 異激光工藝解決(jue) 方案,滿足客戶的多種激光設備需求。

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們