




激光器的光束模式對激光加工效果有較大的影響。如下圖所示為幾種常見的激光器的光束形狀。以激光焊接為例,對於高斯分布的激光束,焊縫截麵通常為細長的釘子形狀;而對於平頂分布的激光束,激光能量分布較為均勻,焊縫截麵上部與下部的寬度較一致。
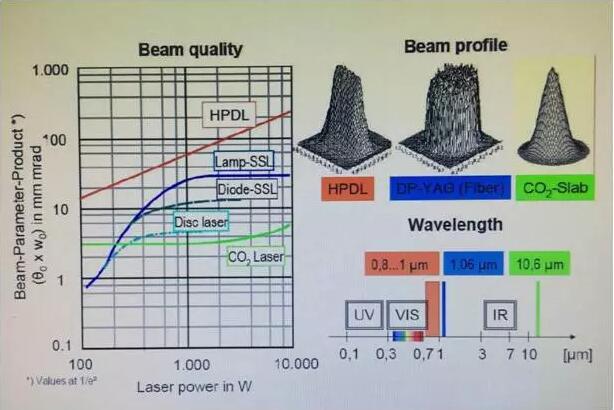
半導體激光器的光束呈平頂分布,光束能量分布均勻,適用於熔覆、釺焊以及表麵熱處理等應用。創鑫激光HDLS高功率光纖耦合半導體激光係統具有比光纖激光器更高的電光轉換效率、更緊湊的體積以及更具競爭力的價格。激光通過光纖傳導輸出,適合於與自動化設備配套,實現柔性加工。
創鑫激光HDLS半導體激光器的應用

激光熔覆
激光熔覆是指在被熔覆基體表麵上放置塗層材料,經激光輻照使之與基體表麵同時熔化,快速凝固後形成與基體成冶金結合的表麵塗層。激光熔覆能顯著改善基層表麵的耐磨、耐蝕、耐熱、抗氧化及電氣特性,從而達到表麵改性或修複的目的,既滿足了對材料表麵特定性能的要求,又節約了大量的貴重元素。激光熔覆工藝主要應用於模具、軸承等貴重易損件的材料表麵改性、表麵修複,具有極高的經濟價值。如圖所示為典型的激光熔覆過程。
激光釺焊
激光釺焊時采用激光作為熱源,釺料熔化填充接頭間隙,實現被焊母材的連接。釺焊前對工件必須進行細致加工和嚴格清洗,除去油汙和過厚的氧化膜,保證接口裝配間隙。釺焊變形小,接頭光滑美觀,適合於焊接精密、複雜和由不同材料組成的構件,如透平葉片、硬質合金刀具和印刷電路板等。由於半導體激光器平頂光束能量均勻的特點,激光熔覆時一般采用半導體激光器作為熱源。
激光焊接
激光焊接因其深寬比大、熱輸入量小等優點,被廣泛應用於不鏽鋼、鋁、銅等多種材料及異種材料的焊接。相較光纖激光器,半導體激光器光束能量分布均勻、光斑較粗,適用於塑料焊接,以及五金等行業焊接工件接頭間隙較大的場合,焊縫表麵平整,可容許接頭一定的間隙,焊接質量優良。如下圖所示為1.0mm厚SUS304不鏽鋼對接焊的焊縫宏觀形貌及截麵金相。

焊縫宏觀形貌
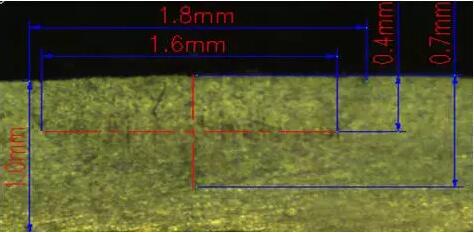
焊縫截麵金相
由焊縫金相可知,采用半導體激光器焊接不鏽鋼材料時,焊縫較寬,為典型的熱導焊。對於五金等行業接頭存在一定間隙的薄板焊接場合,半導體激光焊接是一種高效、優質、經濟的焊接工藝。
創鑫激光HDLS半導體激光器參數介紹

創鑫激光提供150W、1500W、3000W及4500W等幾種半導體激光器產品,激光功率連續可調,通過光纖傳導,可與與機床、機器人等進行係統集成,適用於激光熔覆、激光焊接、激光釺焊等應用場合。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們