




電池模組生產(chan) 線一般包括電芯上料、掃碼、測試、清洗、分選、模組堆垛、堆垛檢測以及模組焊接、焊接檢測、模組下料等工序(如下圖所示),物料傳(chuan) 輸、自適應、視覺定位、MES製造執行管理是整條產(chan) 線中需要解決(jue) 的主要關(guan) 鍵技術,也是適配小批量多品種生產(chan) 形態的重要技術支撐。


從(cong) 電芯上料到最終模組下料,整個(ge) 物料的傳(chuan) 送通過物料傳(chuan) 輸係統來完成,物料傳(chuan) 輸係統還可以根據工藝的調整需求靈活擴展工位,不同工位之間的傳(chuan) 遞無需人為(wei) 操作,模組定位板自帶產(chan) 品尺寸調整機構,能適應不同尺寸模組的裝夾,非常適配小批量多品種的生產(chan) 需求。
自適應係統
在電池模組的生產(chan) 過程中,電芯來料軟包、方型及圓柱幾種最為(wei) 常見,由於(yu) 市場對標準的缺失造成了市場對電池模組不同規格尺寸需求,這勢必需要對應的工裝夾具類型繁多,由此大大增加了生產(chan) 成本。如果在同一產(chan) 線上實現小批量多品種生產(chan) ,不僅(jin) 需要工裝夾具能適應不同來料,其它工位更是需要兼容不同來料。
不同種類規格尺寸的電芯在堆垛成不同尺寸的模組後,每經過一道工序都需要適配自適應係統來確保整線節拍的聯動,尤其是焊接工序,隻有適應不同尺寸的模組才能完成模組PACK工序。自適應係統采用多軸組合聯動,實施產(chan) 品加工區域內(nei) 位置定位,可不受任何形式來料的限製,完成焊接工作並傳(chuan) 送到下一道工序。
視覺定位係統
電芯焊接麵清洗、模組打標、匯流片焊接通常是采用激光加工的方式來完成,電池模組裝配後,往往尺寸公差較大,很難達到激光加工對間隙位置尺寸要求,導致加工質量急速下降。
視覺定位係統的導入則能滿足精準定位的需求,一般精度可達到±0.05mm,通過視覺拍照數據采集,並將來料偏差反饋給控製係統,從(cong) 而實現了加工位置的高精度定位。
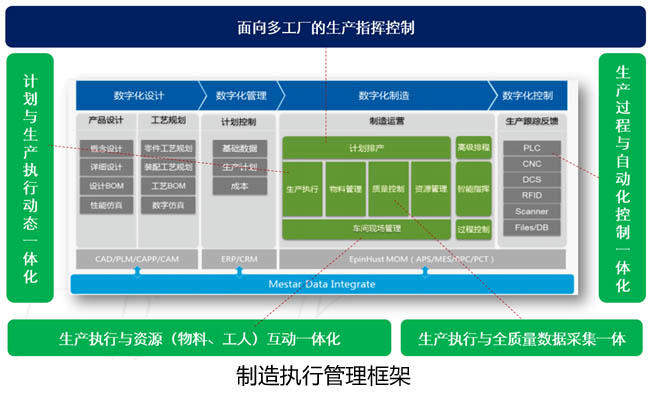
MES製造執行管理係統
製造執行管理係統是設備與(yu) 人工之間的橋梁。 MES製造執行管理係統具有開放式的開發平台,可在係統底層平台基礎上快速、敏捷的按用戶需求完成MES項目的實施開發,人工隻需按照MES的參數指示指導工作,並通過圖表的形式綜合統計和分析後,對現有的生產(chan) 設定信息進行改進,以進一步提高生產(chan) 效率和產(chan) 能。
從(cong) 電芯上料到最終模組下料,每一道工序的參數、數據、及其它來料信息等,都可以通過MES係統快速查詢並及時分析處理,真正做到過程可控產(chan) 能高效。激光焊接工序中的工藝數據包直接集成於(yu) MES係統中,以方便用戶調用和切換,整套MES係統可以直接將生產(chan) 線打造成準無人化生產(chan) 車間,人工隻需要在外圍進行物料補充,既提高了安全性,也減少了人為(wei) 因素的介入。預留的工業(ye) 通訊接口,用戶不僅(jin) 能實現遠程監控管理,還可以與(yu) 企業(ye) ERP有效對接,真正實現智能化、信息化工廠。
今年5月,在深圳舉(ju) 辦的第十一屆中國國際電池技術交流會(hui) /展覽會(hui) (CIBF2016)上,逸飛激光展出了一套“自適應柔性智能模組PACK係統”,這套係統解決(jue) 方案分物料傳(chuan) 輸係統、焊接站、MES製造執行管理係統三大部分組成,係統具有柔性化、模塊化和智能化的特點,適配小批量多品種的生產(chan) 形態。
據現場技術人員介紹,這套“自適應柔性智能模組PACK係統”是動力電池模組與(yu) PACK解決(jue) 方案的2.0版本,非常適配用戶訂單批量小、規格多的生產(chan) 模式。整體(ti) 方案重點解決(jue) 用戶關(guan) 注的兼容性、整線節拍和效率問題,不僅(jin) 融入了物料傳(chuan) 輸、自適應、視覺定位、MES製造執行管理四大關(guan) 鍵技術,焊接站的定位壓緊、高度跟隨係統更是降低企業(ye) 成本、提升效率及焊接品質的兩(liang) 大“利器”。
定位壓緊係統
為(wei) 了提高焊接質量,焊接工序必須配備壓緊定位裝置。傳(chuan) 統的壓緊方式是相對電池組定位的,日積月累,夾具的累積誤差將會(hui) 造成定位的嚴(yan) 重偏差,正所謂差之毫厘,謬以千裏,對焊接質量的影響可想而之。為(wei) 了糾正這種機械運行造成的偏差,定位壓緊係統采用了單個(ge) 電芯壓緊方式,每次焊接的位置設置為(wei) 壓頭所壓的電芯,從(cong) 而將夾具誤差所造成的影響降至最低。
另外,在來料發生改變時,以往整套夾具必須重新設計,無異於(yu) 大大延長了換型時間,既影響生產(chan) 又增加了企業(ye) 成本。然而,定位壓緊係統僅(jin) 僅(jin) 隻是需要調整壓頭的結構,即可解決(jue) ,既降低了企業(ye) 成本又提高了生產(chan) 效率。
高度跟隨係統
由於(yu) 電池模組每個(ge) 焊接位置高度不可能做到完全一致,焊接時,會(hui) 導致虛焊、爆焊的發生,其焊接品質很難保證。必須配備高度跟隨係統,即在每個(ge) 焊接位置,焦距調節軸能夠做到微調使激光焊接頭固定在焦距位置。
在焊接站中所使用的高度跟隨係統,並不同於(yu) 傳(chuan) 統測高機構相對電池模組的平麵定位,而是利用激光位移傳(chuan) 感器測量壓緊機構中壓頭的位置,並將每次壓頭壓下時的高度變化反饋給控製係統,焦距調節軸則根據係統反饋的變化來調節自身位置,保障焊接時焦距恒定,從(cong) 而保障焊接品質穩定。
視覺定位係統和高度跟隨係統實現了電池模組在三維空間的完美定位,使得該係統不受任何來料的限製。然而,正所謂工欲善其事必先利其器,與(yu) 之配套的MES(Manufacturing Execution System)係統也是必不可少。
現如今,大多數企業(ye) 已進入到電池模組自動化生產(chan) 線的實施階段,雖然電芯產(chan) 品無非就是軟包、方型及圓柱三種,但是由於(yu) 企業(ye) 產(chan) 品設計和工藝的不一致,會(hui) 導致各家自動化程度以及產(chan) 線配置狀況不盡相同,這需要設備提供商的解決(jue) 方案更具有適配性。

近期,全國汽車標準化技術委員會(hui) 組織修訂的《電動汽車用動力蓄電池產(chan) 品規格尺寸》征求意見稿已公開發布,動力電池的標準化批量化的到來是產(chan) 業(ye) 良性快速發展的保障。但小批量多品種的生產(chan) 模式任然在很長的一個(ge) 時間階段存在,相關(guan) 企業(ye) 必需充分考慮具有柔性化、模塊化和智能化等特點的係統解決(jue) 方案,以此來滿足小批量、多品種生產(chan) 的需要。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們