




認識支架
支架為一網狀的管型材料,用來植入管道,支撐起病變的管道以恢複管道的運輸功能,或是在隔絕術中用來輔助線圈隔絕血管瘤。
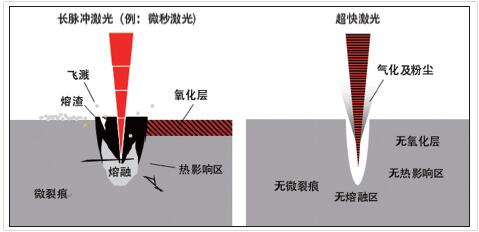
圖一:長脈衝(chong) 激光及超快激光加工比較示意圖
材料上一般支架可分為(wei) 三代。第一代傳(chuan) 統支架,即裸金屬支架,將金屬支架安置在患處後,以氣球將支架擴張以支撐血管,或是使用壓縮後的支架,使其自行擴張。第二代的支架為(wei) 了降低血管植入支架後再狹窄,在支架上塗了一層藥物抑製血管壁增生,即藥物塗布支架,為(wei) 目前市場上常見的產(chan) 品。由於(yu) 前述的支架是永久性或半永久性的,植入後即留在該處,日後若要再度植入支架,需另尋他處。因此,第三代的可降解支架應運而生,可降解的材料在人體(ti) 內(nei) 會(hui) 溶解被吸收,支架植入後會(hui) 逐步分解,約半年到一年內(nei) 支架會(hui) 失去主結構,屆時血管也已修複,不再需要支架。兩(liang) 年後支架被吸收殆盡,不留痕跡。目前在歐美市場已有以高分子為(wei) 材料、如聚乳酸的可降解支架,其他則有已經展開測試的鎂合金等可降解金屬支架。
支架的製造方式包含“由大做小”的激光切割、等離子切割、電火花加工、光蝕刻,或是“由小做大”的編織、鑄造、電鑄、3D打印等。其中,由於(yu) 激光切割的支架質量好,自動化程度高,且成本較低,激光切割已成為(wei) 支架製作的主流方式。
激光切割支架
支架是個(ge) 複雜精細的醫療產(chan) 品,需要同時符合多種要求。理想的支架具有良好的機械性能,可以壓縮、擴張且足以撐起肥厚的血管。支架也需要適當的平滑度以塗覆藥物,並讓血管細胞附著。良好的抗腐蝕性及生物相容性也是支架必備的性質。另外支架需要良好的顯影性,以便醫療人員定位、追蹤支架。若是切割的支架,表麵不能留有毛刺或融渣及尖角,避免傷(shang) 害血管。上述的性質中,支架的製造方式影響機械性及表麵型貌極為(wei) 重要,因此合格的支架需要高工藝水平的製造技術。
現今主流的支架切割采用微秒級的光纖激光,但由於(yu) 激光加工本身是熱加工,用激光將金屬熔融再以高壓氣體(ti) 吹走,不但加工後會(hui) 留下許多融渣、毛刺,加工時的熱容易氧化支架表層使其脆化,殘餘(yu) 熱應力亦會(hui) 造成微裂痕而降低機械性質。因此光纖激光加工完的支架需要一係列的後處理,包含清洗、研磨、酸洗、鈍化、到最後的電化學拋光,工序繁瑣且耗時。這些後續處理也會(hui) 損耗部分的支架,最終的良率隻有七成左右,約三成的耗損意味著巨大的損失。
相較之下,使用超快激光切割支架則使後續處理簡單許多。超快激光,或稱超短脈衝(chong) 激光,其脈寬隻有10 皮秒(10-12 秒)到數百飛秒(10-15 秒),可以實現近乎無熱效應的“冷”加工。與(yu) 微秒級激光的熔融機理不同,超快激光超短的脈寬帶來的極高的峰值功率會(hui) 產(chan) 生多光子吸收,將材料略過熔融過程直接蒸發。因此超快激光能以相對低的能量加工材料,無殘餘(yu) 熱、無殘渣留在材料上,達成高精度且幹淨的加工。以超快激光切割支架,可以省略許多後續工序,一般來說,清潔完的支架可以直接進行電化學拋光。由於(yu) 製程的簡化,良率可以提高到九成以上。
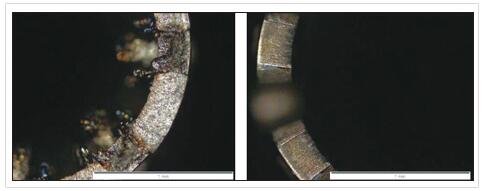
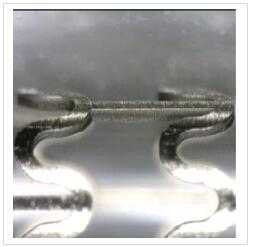
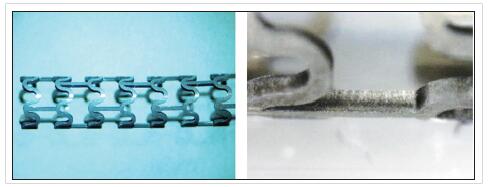
圖二:光纖激光和超快激光切割的鎳鈦合金支架比較圖。圖左由光 纖激光切割,圖右由超快激光切割。
圖二為(wei) 光纖激光和超快激光切割的鎳鈦合金支架軸向比較圖,圖左的支架由光纖激光切割,圖右的支架則由超快激光切割。從(cong) 圖中可以看見光纖激光切割的支架內(nei) 壁上熔渣的尺寸甚至大過管壁的厚度,且由於(yu) 熔渣阻礙,無法將落料移除,需要先研磨才可將之去除。研磨內(nei) 壁不僅(jin) 費工費時,而且容易磨出豁邊,造成機械性能的下降。如圖右所示,由超快激光所切割的支架,不但沒有熔渣而且表麵光滑。
無法切小尺寸的支架是光纖激光的另一個(ge) 劣勢。由於(yu) 光纖激光的熱效應強,當管子的直徑太小或壁厚太薄的時候,激光加工的熱容易聚集在一起。一旦切割圖形複雜(如支架),強烈的熱效應會(hui) 嚴(yan) 重影響支架的性質,即使後處理也無法滿足前述支架所需的品質。一般而言,光纖激光切割支架的限製約在2mm,壁厚200μm。由於(yu) 沒有熱效應,超快激光的切割限製非常小,可以達到直徑400μm 以下、壁厚數十微米的尺寸。
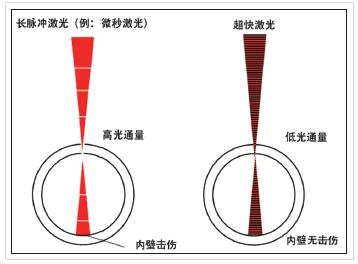
圖三:內(nei) 壁擊傷(shang) 比較示意圖
光纖激光的另一個(ge) 局限是容易擊傷(shang) 內(nei) 壁。由於(yu) 光纖激光需要高功率才足以切穿管壁,使光能持續前進,到達管子對麵的內(nei) 壁。即便激光已經發散,光纖激光的高光通量仍然高過材料的損傷(shang) 閾值,足以擊傷(shang) 內(nei) 壁。被擊傷(shang) 的內(nei) 壁不但會(hui) 降低機械性能,也會(hui) 弱化支架抗腐蝕的性能。超快激光需要的功率小,當激光切穿管壁後再經發散達到對麵的內(nei) 壁時,其光通量已不足擊傷(shang) 內(nei) 壁,因此不會(hui) 降低支架性能。
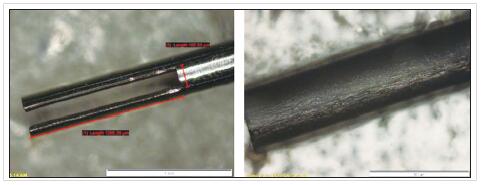
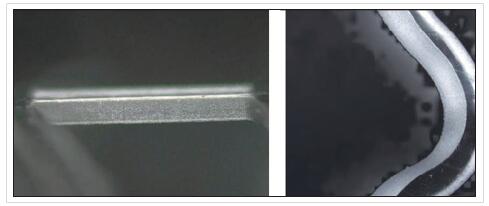
圖四:超快激光切割細304 不鏽鋼管。圖左為(wei) 管子方形槽全貌,圖右為(wei) 管子對麵內(nei) 壁。
圖四為(wei) 超快激光在304 不鏽鋼管上切割方形槽。圖左顯示,加工區域的周邊沒有熱效應,切割邊緣沒有熔渣和毛刺。圖右的顯微鏡照片聚焦在管子對麵的內(nei) 壁,內(nei) 壁表麵幹淨連續,沒有擊傷(shang) 。
超快激光切割金屬支架
利用金相顯微鏡從(cong) 支架截麵觀察金相,可以看出熱效應是否存在,熱效應會(hui) 改變金屬晶粒的大小,因此若熱效應存在,則位於(yu) 切割邊緣附近的晶粒大小會(hui) 與(yu) 本體(ti) 的晶粒不同。圖五為(wei) 一超快激光切割的316L 不鏽鋼支架。如圖左的紅線所示,金相觀察的截麵為(wei) 支架的彎角,該處圖形最複雜,為(wei) 熱最不易散去的地方。圖中為(wei) 支架截麵的金相,圖右則是作為(wei) 對照觀察的未加工過的316L 不鏽鋼管。晶相從(cong) 支架與(yu) 對照的比較看不出差異,且支架的晶相連續,切割邊緣無不同的晶相存在,表示以超快激光切割的該支架不存在熱效應。圖四為(wei) 支架的局部照片。
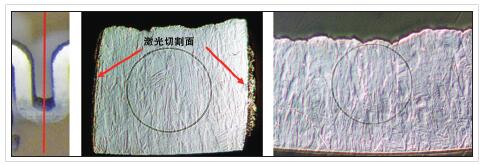
圖五:超快激光切割的316L 不鏽鋼支架的金相觀察。圖左為(wei) 金相 截麵位置示意圖,圖中為(wei) 不鏽鋼支架金相,圖右為(wei) 未加工的316L 不鏽鋼管金相
由於(yu) 該316L不鏽鋼管是焊接而成,焊接的熱效應會(hui) 留在焊縫附近的組織裏。圖七可看見未受熱影響以及受到熱影響的晶相差異。而在超快激光切割的支架上,並未發現這種差異。
圖六:超快激光切割316L 不鏽鋼支架
圖八的電子顯微鏡照片是以超快激光切割的鎳鈦合金支架。從(cong) 圖右的局部照片可以看到,沒有任何熔渣或毛刺。
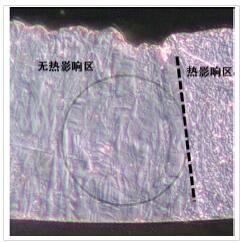
圖七:316L 不鏽鋼管焊接區域的熱影響
超快激光切割可降解材料支架
由於(yu) 超快激光無熱加工的特性,使得激光加工低熔點材料變為(wei) 可能,以支架而言,如鎂合金或是聚乳酸等高分子支架。由於(yu) 這類支架低熔點及可降解的特性,切割後無法使用一般金屬支架的後處理,因此隻能使用超快激光切割。
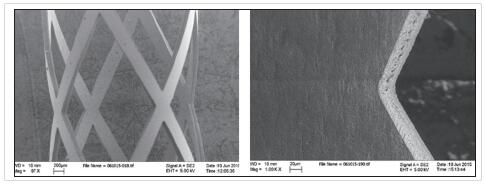
圖八:超快激光切割鎳鈦合金支架。圖左為(wei) 支架主結構,圖右是支架彎角內(nei) 壁局部特寫(xie) 。
鎂易燃且熔點低,光纖激光切割鎂合金支架時熔融嚴(yan) 重,大量的熱甚至會(hui) 產(chan) 生燃火現象。采用超快激光切割鎂支架,不但沒有熔融,無熱加工也避免燃燒的危險。圖九為(wei) 鎂合金支架。由圖可見,超快激光切的鎂合金支架沒有熔渣、毛刺,切割麵非常平滑。
圖九:鎂合金支架。圖左為(wei) 支架主結構,圖右是切割麵局部特寫(xie) 。
高分子材料的熔點比金屬的熔點低許多,如聚L- 乳酸(PLLA)僅(jin) 有180℃,因此高分子支架對熱效應更加敏感。一旦可降解高分子熔融後再結晶,其在人體(ti) 內(nei) 的降解速度即會(hui) 改變,不滿足可降解支架的需求。常見評估切割質量的指標是觀察切割麵的形貌,理想的切割麵為(wei) 毛砂麵。不像金屬講求平滑,若聚乳酸的切割麵平滑光亮,表示高分子熔融後又再結晶,因此平滑的切割麵是不合格的。
圖十:超快激光切割聚乳酸類支架。圖左為(wei) 聚乳酸,圖右為(wei) 聚L- 乳酸。圖十是超快激光切割的聚乳酸類高分子可降解支架。從(cong) 圖可見,切割麵是完整連續的毛砂麵,沒有毛刺,無明顯的熱效應。
超快激光器推動支架的升級與(yu) 發展
由上述的例子可見,超快激光切割支架,不論在能力或質量上均明顯優(you) 於(yu) 光纖激光。超快激光切割金屬支架的質量優(you) 越,縮短實際的支架製造時間。而對於(yu) 光纖激光無法切割的第三代可降解支架,超快激光則是最理想的解決(jue) 方案。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們