




結構緊湊、高功率,以及高光束質量的偏振激光器在諸如微加工和高效諧波生產等工業和研究領域的應用需求正不斷增長。通過對晶體形狀、冷卻機製及諧振器設計等要素的優化組合,類似InnoSlab 激光器和放大器之類的激光器產品呈現出以下優點:短脈寬、高峰值功率、高脈衝重複率和高平均功率下的高光束質量。同時,他們還可以為光束形狀提供高度的靈活性,從圓形光束, 到線形一維和二維平頂光束,再到矩形光束等等,從而為門類廣泛的特殊應用提供附加價值。
短脈衝激光器
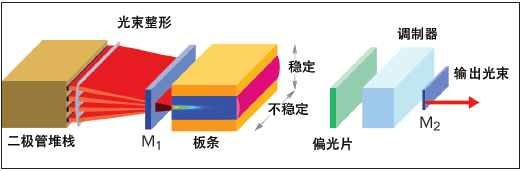
為了以低成本實現高光束質量以及高輸出功率,人們提出了一種創新的板條激光器概念(InnoSlab)(圖1)。半導體(二極管)通過諧振腔腔鏡與它們的線型光束形狀進行耦合。
圖1:端麵泵浦板條和帶混合諧振器的電光調Q的InnoSlab 激光器的示意圖。
然後,一塊板條狀的有源晶振通過二極管與一塊通過兩側大表麵進行傳導冷卻的薄晶體進行局部泵浦,從而使垂直於激光束方向的熱流保持一維。這可以得到可控的熱柱麵透鏡,並且不會發生去極化和相位變形等現象。
在該設置中,調Q脈衝由一個偏光器和一個普克爾盒(Pockels cell)生成。激光束多次穿過諧振器,並且可以在光腔鏡的邊緣上解耦,這與傳統的板條式CO2 激光器有些相似。
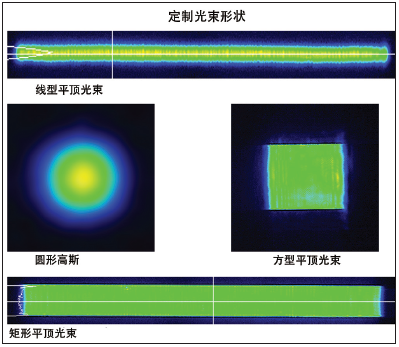
圖2: 電光調Q 的InnoSlab 激光器的定製光束形狀。
整個諧振器短於10cm,從而使脈寬低於10ns,並且獲得高峰值功率。 此外,光束形狀可以輕易變換,從圓形高斯, 到線型一維或二維平頂光束,定製的光束形狀是理想的工業應用解決方案的基礎(圖2)。
調Q的InnoSlab激光器的參數包括:
◆脈衝能量達50mJ
◆光束質量M2 <1.3
◆脈衝寬度至4ns
◆峰值功率達6MW
◆脈衝重複頻率達100kHz
◆平均功率達600W
◆ 可提供的波長為1064nm,532nm,355nm和266nm
超短脈衝激光器
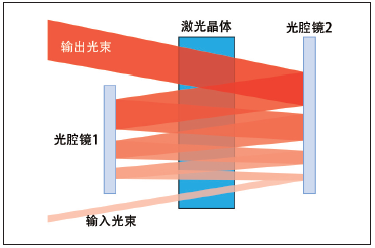
使用相同的泵浦方案、板條幾何形狀和光腔鏡配置,可以獲得優異的多通道放大器(圖3)。InnoSlab激光放大器的優勢包括其很大的放大係數、高效率的功率和能量提取、功率和能量的可升級性,以及播種屬性的保留(光束質量,脈衝寬度等)。 這才使得超短脈衝能實現千瓦功率以及多毫焦耳的能量。
圖3:InnoSlab 激光放大器的示意圖
基於InnoSlab激光放大器的概念,引入了不同型號的超短脈衝激光器,其相關參數如下:
◆光束質量M2<1.3
◆脈衝能量達2000μJ
◆脈寬至600fs
◆峰值功率達200MW
◆脈衝重複率達100MHz
◆平均功率達400W
◆可提供的波長:1064nm,532nm,355nm和266nm
工業應用示例
亞表麵雕刻。通過將短脈衝激光束聚焦到玻璃塊中,脈衝能量在聚焦區被很大程度地吸收,從而引發材料的熔化和蒸發。由於與熔化和蒸發相關的機械應力,在玻璃中產生了大小為100μm的裂紋,並被肉眼識別為標記點。用這種方式,可以實現logo和商標的亞表麵打標。
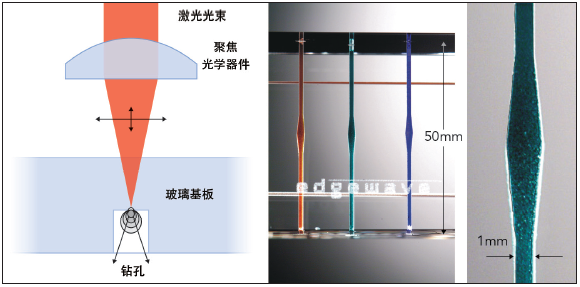
圖4:通過在玻璃中進行精密鑽孔,可以得到與深度有關的橫截麵的鑽孔(所示的孔用彩色液體填充以增加可視性)。
玻璃鑽孔。圖4顯示了通過正向消融方式加工玻璃的原理和可能性。 與亞表麵雕刻相比,在玻璃切割和鑽孔時,焦點在於底部表麵。以這種方式,能夠實現高精度、可重複和高速的玻璃加工。 通過使用頻率為100kHz的調Q型InnoSlab激光器,可以實現的體積消融率>1.5mm3/s。該工藝已被用於淋浴器的玻璃板、玻璃蓋板以及太陽能光電板上的接觸孔等鑽孔應用領域。
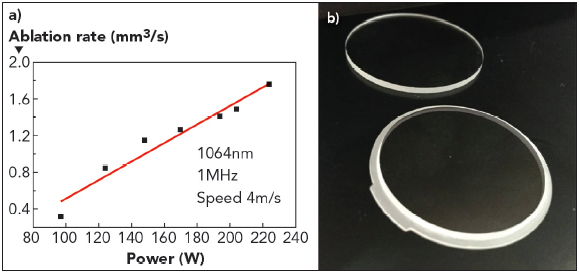
切割和研磨玻璃。 使用高功率皮秒激光器並結合逐層消融工藝能夠實現玻璃或藍寶石片的整體切割。 使用250W 的皮秒激光器可以實現高達2mm3/s的體積燒蝕率(圖5)。
圖5:采用皮秒激光器進行逐層消融加工,用於切割和研磨藍寶石,顯示的是通過功率(a)的體積燒蝕率和藍寶石表蓋(b)的示例。
切割透明和脆性材料。 一種類似於亞表麵雕刻的工藝可用於分離透明和脆性材料,如玻璃和藍寶石。 該方法也稱為絲狀切割,廣泛應用於藍寶石和玻璃板的分離。藍寶石或玻璃板的典型厚度<0.7mm。 切割邊緣質量高,裂紋低於5μm。切割速度可達幾米/秒。
壓花圓柱雕刻。新型高功率超短脈衝激光光源的出現,推動了使用皮秒激光器對大尺寸金屬表麵進行壓花和印刷等3D微結構化應用的
發展。
結論
InnoSlab激光器和放大器結合二極管泵浦,晶體形狀,散熱和諧振器設計,呈現出以下極具優勢的特征:短脈寬、高峰值輸出功率、高脈衝重複率,高平均功率下的高光束質量和光束形狀的靈活性。
基於此設計,具有可量身定做和增值功能的短脈衝和超短脈衝激光器可被用於各種獨特的應用,例如透明脆性材料的加工,微結構的打造以及壓花圓柱體的雕刻等等。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們