




一、熱透鏡效應
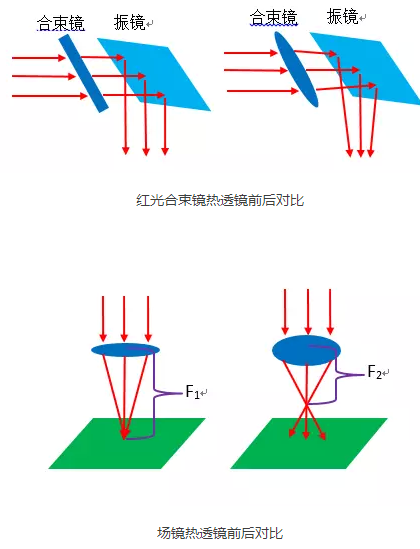
光學元件受激光束連續照射較長時間後,由於(yu) 溫度升高產(chan) 生熱變形,進而引起透過型光學元件的折射率和反射型光學元件的反射方向發生變化。熱透鏡效應會(hui) 改變激光焦點(束腰)的位置,進而影響應用效果。
對於(yu) 脈衝(chong) 光纖設備,激光從(cong) 激光器的隔離器(透過型)輸出後,主要經過紅光合束鏡片(透過型)、振鏡(反射型)和f-θ場鏡(透過型)這些光學元件。由於(yu) 透過型光學元件的熱透鏡效應更明顯,因此接下來主要針對激光器、紅光合束鏡片與(yu) 場鏡做相應分析。
二、熱透鏡效應的影響
產(chan) 生熱透鏡效應時,光學元件受熱膨脹,出現聚焦能力變強,聚焦光斑尺寸變小,焦距和焦深變短現象。這些現象的產(chan) 生,最終會(hui) 造成打標不穩定,影響打標效果。通過脈衝(chong) 光纖激光器的幾個(ge) 典型應用分析熱透鏡效應的影響:
1.氧化鋁打黑:
發生熱透鏡效應時,焦距變短,材料表麵能量密度降低,氧化鋁打不黑,嚴(yan) 重時出現中心和邊緣效果黑度不一致現象。
2.金屬深雕:
金屬深雕一般使用焦距(焦深)短的場鏡,當高功率深雕時,由於(yu) 熱透鏡效應,材料處能量密度迅速下降,造成金屬打雕不深。由於(yu) 光學元件中心比邊緣膨脹大,出現中心淺,四周深現象(深度不一致)。
3.薄片切割:
根據不同的材料,脈衝(chong) 光纖激光器切割薄片通常采用單次慢速或多次快這兩(liang) 種方法。熱膨脹與(yu) 冷卻回縮可以在很短時間(<1S)內(nei) 發生,因此切割時出現起始位置可以切穿,其它位置切不穿材料。
4.金屬薄片焊接:
對於(yu) 高功率脈衝(chong) 光纖激光器焊接金屬薄片(<0.6mm),通常采用圓形螺旋線填充的方式焊接。熱透鏡效應會(hui) 造成焊點大小不一致,拉拔力不夠。
三、熱透鏡效應的測量
不同材質的光學元件,熱膨脹係數不一樣,因此對於(yu) 不同配置的激光係統,應用於(yu) 不同的材料,熱透鏡效應的程度都不一樣。既然熱透鏡效應不可避免,那麽(me) 將熱透鏡程度進行量化,設定標準就顯得極其重要。焦距的變化反映出熱透鏡的程度,下麵通過兩(liang) 種方法去測量焦距的變化:
1.調焦法:
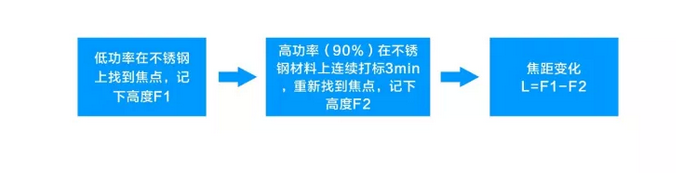
優(you) 點:操作簡單,可以大致測量出焦距變化量
缺點:由於(yu) 焦深的存在,高度F1與(yu) F2存在一定的誤差,因此焦距變化量L不太準確,可以通過多次測試減小誤差;高功率下打標,光太強,不易重新找到焦點位置
2.打標效果測量法:
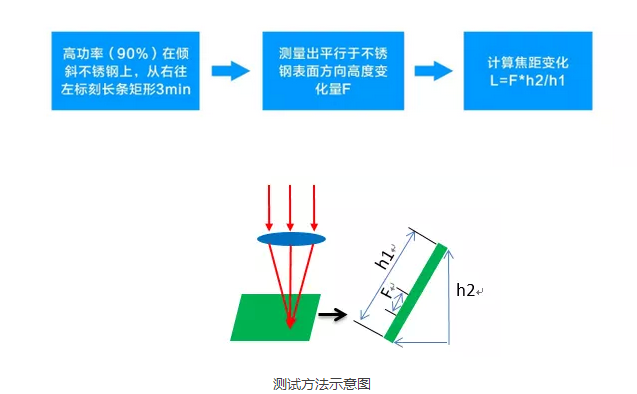
測試方法示意圖
通過如下操作,可以測出各個(ge) 光學元件熱透鏡的程度:
|
熱透鏡元件 |
激光器、紅光合束鏡片、場鏡 |
激光器、場鏡 |
場鏡 |
激光器 |
紅光合束鏡片 |
|
測試方法 |
正常測試 |
去除合束鏡片後正常測試 |
去除合束鏡片,在振鏡之前將光擋住,90%功率加熱準直器3min後正常測試 |
||
|
焦距變化 |
L |
L1 |
L2 |
L1-L2 |
L-L1 |
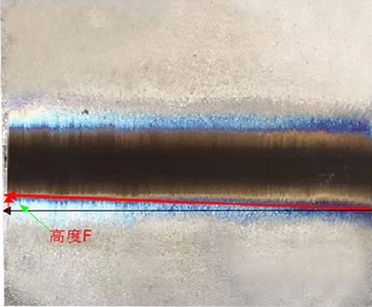
打標效果圖
四、熱透鏡效應的改善
功率越高或標刻高反材料,光學元件受熱膨脹越迅速,熱透鏡越明顯。改善熱透鏡,可以在激光器、場鏡和紅光合束鏡片三方麵著手:
1.激光器:
準直器的光學透鏡使用石英材料,減小熱膨脹係數;定期清潔激光器輸出頭的保護鏡片,避免雜質汙染。
2.場鏡:
使用中高功率(≥100W)脈衝(chong) 光纖激光器,建議場鏡選用複合材料或石英材料;定期檢查和清潔場鏡的保護鏡片,避免雜質汙染或損傷(shang) 。
3.紅光合束鏡片:
創鑫激光100W-300W脈衝(chong) 光纖激光器,采用激光器內(nei) 置紅光輸出,紅光與(yu) 激光互不幹擾,近似重合,方便調試。紅光內(nei) 置,不需要外接紅光,避免了紅光合束鏡片熱透鏡對應用效果的影響。對於(yu) 必須使用紅光合束鏡片的設備,應挑選膜通透性好的鏡片;定期檢查和清潔合束鏡片,避免雜質汙染或損傷(shang) 。

100W-300W脈衝(chong) 光纖激光器
五、創鑫脈衝(chong) 光纖激光器
創鑫激光100W-300W脈衝(chong) 光纖激光器采用風冷方式,具有高功率、理想的光束質量、免維護、高光電轉換效率等特性,可用於(yu) 不鏽鋼、碳鋼、鋁、銅深雕,金屬薄片焊接、切割,金屬表麵除鏽清洗,在3C標記、五金加工、動力電池極耳切割、電子元器件焊接等領域應用廣泛。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們