





正麵競爭(zheng) 還是錯位競爭(zheng)
相比與(yu) 其他的直接金屬3D打印技術,金屬粉末床熔化(PBF)是目前最廣泛被使用的金屬3D打印技術。包括去年通用電氣投資14億(yi) 美元收購ConceptLaser和Arcam,進一步加強了金屬粉末床熔化的市場關(guan) 注度。PBF被認為(wei) 是一種直接的金屬3D打印技術,包括激光熔化和電子束熔化兩(liang) 種加工方式,目前激光熔化方式被更廣泛的使用。在這個(ge) 領域,活躍著眾(zhong) 多的品牌,包括GE收購的ConceptLaser和Arcam,包括原有的金屬3D打印解決(jue) 方案商德國EOS,德國SLMSolutions,英國Renishaw,國內(nei) 的鉑力特、北京隆源、易加三維、鑫精合以及進入到PBF領域的傳(chuan) 統機床廠商德國通快,以及德馬吉森精機等。
不過,從(cong) 投資市場方麵,大量的投資資金因看好高速度、大批量和低成本的因素湧入了另外一種金屬3D打印方式,通常被認為(wei) 是間接金屬3D打印。間接金屬3D打印技術,故名思意是指通過金屬3D打印過程所獲得的金屬零件並不是最終的零件,而是需要通過高溫爐的熱處理過程將金屬零件中的化學物質去除,從(cong) 而獲得致密的金屬零件。當然,當前間接金屬3D打印技術包括多種不同的技術,根據3D科學穀的市場研究一大類是以Exone,Desktopmetal,3DEO,Markforged所代表的binderjetting技術,另一類是以Xjet為(wei) 代表的NanoParticleJetting技術,第三類是Prodways與(yu) CEATechLITEN開發的以樹脂為(wei) 間接體(ti) 的金屬3D打印技術,第四類則可能要歸為(wei) 惠普將要推出的金屬3D打印技術。
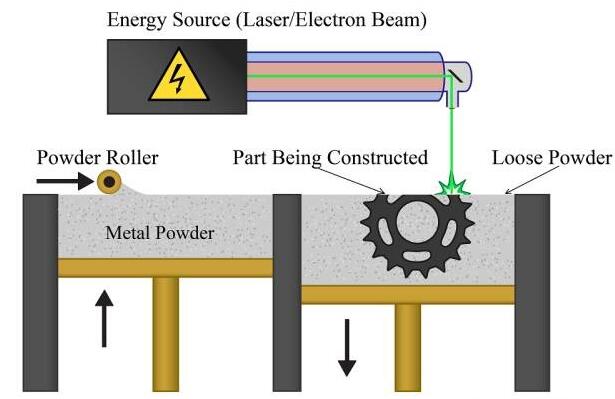
PBF技術
激光熔化過程開始的時候先將一層金屬粉末鋪設到構建托盤上,然後通過能量源(激光或電子束)層層熔化金屬粉末。由於(yu) 可實現十分複雜的產(chan) 品製造,PBF技術不僅(jin) 使得複雜產(chan) 品的製造變得更加可行,而且還創造了更大的綜合性的經濟效益。
例如,通過PBF技術製造具有成本效益的複雜模具的時候,如隨形冷卻模具。如何在最小周期時間內(nei) ,高效冷卻塑料產(chan) 品成為(wei) 隨形冷卻模具的設計與(yu) 製造過程中關(guan) 鍵的考量因素,而增材製造的隨形冷卻極大地優(you) 化了冷卻效果,提高了模具壽命,提高了最終產(chan) 品的質量。在這方麵,上海悅瑞三維已經積累了豐(feng) 富的3D打印隨形冷卻模具的設計與(yu) 製造經驗。
再例如,GE通過長達10多年的探索將其噴油嘴的設計通過不斷的優(you) 化、測試、再優(you) 化,將噴油嘴的零件數量從(cong) 20多個(ge) 減少一個(ge) 。綜合效益方麵通過增材製造的方法不僅(jin) 改善了噴油嘴容易過熱和積碳的問題,還將噴油嘴的使用壽命提高了5倍,並且將提高LEAP發動機的性能。
而空客的仿生學結構機艙也顛覆了傳(chuan) 統機艙的生產(chan) 方法和力學性能。這種名為(wei) Scalmalloy的零件的串行生產(chan) 不僅(jin) 對減少鈦金屬的浪費起到重要的作用,還通過減重,為(wei) 飛機節約了大量的燃油消耗。
不過從(cong) 實驗室級別的應用走向生產(chan) ,PBF的局限性也顯現出來了。例如,不鏽鋼的熔化溫度可接近2500華氏度,想像一下當每個(ge) 單獨的3D打印設備都需要不斷的消耗能源的時候才能實現零件的加工,整體(ti) 來說對能源的消耗是不容低估的。除非,通過PBF技術所創造的綜合效益如上所述的幾個(ge) 經典案例這麽(me) 明顯。
所以說,用於(yu) 批量生產(chan) 領域,這樣的高成本通常在加工通過傳(chuan) 統方式難以加工出來的特殊零件的時候才有意義(yi) ,包括那些具有極其複雜的內(nei) 部通道的零件,以及噴氣發動機燃料噴嘴和衛星組件等高端部件。
除了能源的消耗,PBF技術還受到了材料的限製和可加工尺寸限製、材料價(jia) 格、過程中控製以及需要添加支撐結構等各種限製,這些因素成為(wei) 製約PBF技術走向普及化的原因。當然,隨著工藝的提升和通過軟件對質量控製能力的提高,PBF技術也在不斷地突破自身的局限性。
材料噴射+燒結
Exone,3DEO,Markforged和Desktopmetal所采用的間接金屬3D打印技術,技術原理是通過材料噴射和燒結工藝的相互結合來生產(chan) 完全密度的金屬零部件。成本較低的設備也意味著零件成本大大降低,大批量成本較低的零部件是走向生產(chan) 的關(guan) 鍵要素。
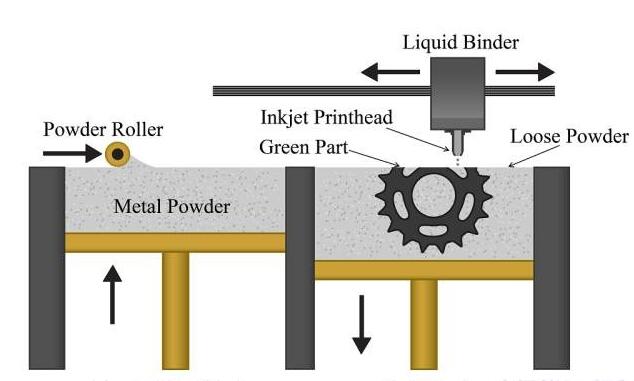
目前通過binderjetting粘結劑噴射技術來進行金屬零件的3D打印的局限性在於(yu) 零件的大小。早期的粘結劑噴射技術使用青銅滲透來減少相關(guan) 的收縮和燒結問題,但是這改變了金屬的材料特性,並且不被證明是生產(chan) 零件可行的解決(jue) 方案。不過較新的粘接劑噴射技術設備即將上市,希望解決(jue) 構造尺寸問題,同時獲得低成本零件和高產(chan) 量的優(you) 勢。
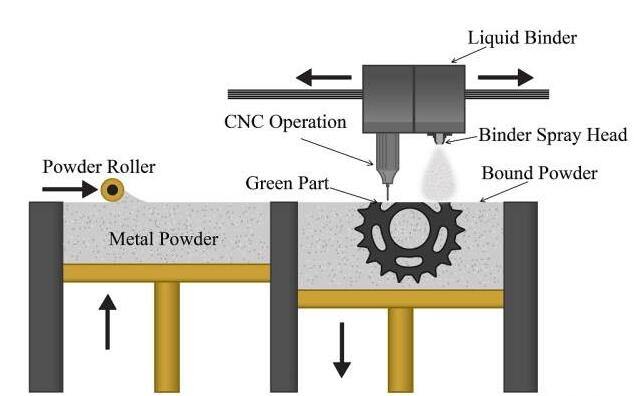
3DEO的智能分層技術是將傳(chuan) 統製造技術與(yu) 新型增材製造工藝相結合的成型方法。加工過程中通過精確的CNC加工來實現更精確的幾何輪廓。
未來直接金屬3D打印技術與(yu) 間接金屬3D打印技術將形成怎樣的競爭(zheng) ?這是個(ge) 值得思考和持續關(guan) 注的話題,在3D科學穀看來,有一種可能是就PBF激光熔化技術來說,將專(zhuan) 注於(yu) 高附加值零件的製造,並創造更精細的材料晶體(ti) 結構;而像binderjetting這樣的批量間接金屬製造技術則以起大批量、低成本的優(you) 勢而來滿足PBF激光熔化技術所沒有覆蓋的市場需求。當然這也是一種最相安無事的局麵,而經驗告訴我們(men) ,競爭(zheng) 往往不會(hui) 如此的井水不犯河水。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們