




在過去幾十年中,有兩(liang) 種基於(yu) 激光的方法在增材製造領域占據了主導地位——第一種方法,是利用激光在粉末床的二維輪廓上構建一個(ge) 更大的三維結構;第二種方法是將材料沉積在表麵上,然後用激光熔化,形成新的表麵。與(yu) 其他激光加工工藝相似,在精度和加工速度之間取得平衡至關(guan) 重要。

專(zhuan) 為(wei) 超高速激光材料沉積(EHLA)技術而改裝的計算機數控機床可在橫向上執行高度動態和精確的工具運動。該設備配有旋轉和傾(qing) 斜工作台,適用於(yu) 快速成型製造和自由形狀表麵塗層。(Fraunhofer ILT供圖)
事實證明,這種參數之間的折衷是區分工藝的有效標尺。
上世紀 90 年代,弗勞恩霍夫激光技術研究所(Fraunhofer Institute for Laser Technology ILT,簡稱 ILT)的開發人員獲得了該創新的基本專(zhuan) 利,並將第一種方法命名為(wei) 激光粉末床熔融(LPBF)。從(cong) 那時起,業(ye) 界人士就為(wei) 這一工藝創造了許多不同的名稱,這些名稱通常指各種高度相似的方法。這些方法包括選擇性激光熔化(SLM,尼康 SLM 解決(jue) 方案)、直接金屬激光燒結(EOS)、激光熔化(Concept Laser)和激光金屬熔融(TRUMPF和Sisma 3D)。但萬(wan) 變不離其宗,這些變體(ti) 仍然屬於(yu) 直接金屬打印以及金屬LPBF的範疇。
第一種方法LPBF的基本程序相對簡單:激光束擊中均勻粉末床中的一個(ge) 點,並在沿著輪廓移動的同時將其熔化。接下來,添加新的粉末層,激光再次啟動,如此往複……隨著時間的推移,激光會(hui) 在二維輪廓的基礎上形成三維形狀。三維造型完成後,多餘(yu) 的粉末會(hui) 被清除。再進行後處理,去除支撐結構或獲得完美的表麵。
第二種方法是定向能沉積(DED)或激光金屬沉積(LMD),有時也稱為(wei) 激光熔覆。在這一工藝中,激光在工件表麵形成熔池,粉末狀或線狀填充材料不斷進入熔池並熔化。激光同時熔化基體(ti) 和填充材料,從(cong) 而在塗層和載體(ti) 部件之間形成熔融冶金結合。選擇這種方法通常是為(wei) 了提高表麵的機械性能或硬化表麵以防止腐蝕。
這兩(liang) 種方法各有優(you) 缺點。如圖1所示,LMD擅長在精度有限的情況下提高堆積速度,而LPBF則能獲得更好的結構分辨率,但通常速度較慢。LPBF是生產(chan) 小批量複雜零件的標準工藝,而LMD則有助於(yu) 經濟地修複磨損的表麵,如渦輪機部件的磨損表麵。
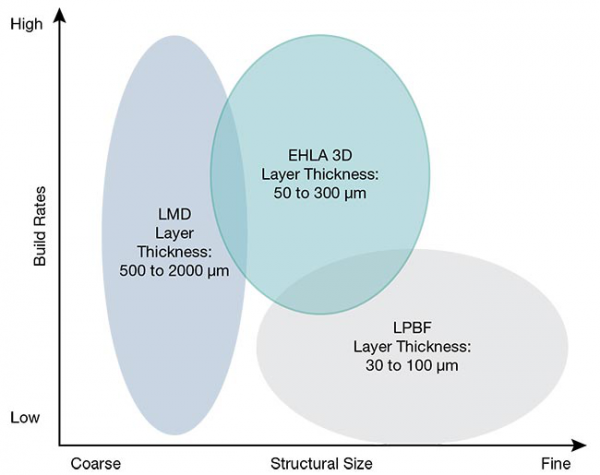
圖1.在增材製造(又稱3D打印)中,總是需要在堆積時間和結構分辨率之間進行權衡。這在激光粉末床熔融(LPBF)與(yu) 激光金屬沉積(LMD)之間,以及在考慮極高速激光材料沉積(EHLA)時都很明顯。(Fraunhofer ILT供圖)
高速激光材料沉積
幾年前,弗勞恩霍夫ILT 和亞(ya) 琛萊茵-西法萊茵技術學院 (RWTH) 的德國研究人員開發出一種工藝,用於(yu) 取代有毒鉻硬鍍和熱噴塗等工藝。這一進展是在2017年歐洲法規禁止包括硬鍍鉻在內(nei) 的有害技術之後取得的。新開發的工藝能夠在旋轉對稱部件上快速鍍上金屬合金,以提高耐腐蝕性和耐磨性。
這種工藝被稱為(wei) “超高速激光材料沉積”(EHLA,德語),其主要目的是使用噴嘴在工件表麵沉積金屬粉末,並在粉末到達工件表麵之前用激光束將其熔化。這種機製與(yu) 傳(chuan) 統的LMD有很大不同,後者是在工件上的熔池中熔化填充材料。
EHLA的加工速度介於(yu) 20~500m/分鍾之間,鍍膜速度大於(yu) 5m2/小時。它還解決(jue) 了塗層厚度的問題。使用傳(chuan) 統的熱噴塗技術,塗層厚度通常要求在500 ~1000µm之間。而EHLA工藝可使塗層厚度小至25~250µm。
此外,各層都是無孔的,並能牢固地粘合在基底上。EHLA工藝使用約90%的粉末材料進行塗層沉積。這使得該工藝的效率大大提高。此外,由於(yu) 焊接熔池小、塗層薄、最小熱影響區約為(wei) 10 µm,因此用戶可以加工難以焊接的材料和材料組合,例如鐵(Fe)、鎳(Ni)、鈷和銅的合金,以及金屬玻璃和高熵合金。
如今,EHLA已成為(wei) 各種工業(ye) 應用的既定方法。其中包括為(wei) 汽車行業(ye) 製造製動盤、活塞和汽缸以及汽車軸承。目前,主要的製造商都在銷售應用這種工藝的機器,這些機器目前已在歐洲、美洲和亞(ya) 洲的多個(ge) 國家投入生產(chan) 。
噴嘴和光學器件
粉末和激光功率的同軸供應對任何LMD加工的質量都至關(guan) 重要。對於(yu) 像 EHLA這樣的快速工藝來說尤其如此。因此,弗勞恩霍夫ILT團隊開發了一係列定製噴嘴和光學器件。
在粉末噴嘴方麵,團隊解決(jue) 了兩(liang) 個(ge) 難題:首先,粉末氣體(ti) 噴射應該是可調節的,以優(you) 化粉末向激光束的噴射過程。其次,粉末氣體(ti) 射流應該密集,以最大限度地提高粉末效率。
為(wei) 了滿足對噴嘴組件的要求,研究人員開發了一種粉末氣體(ti) 噴射管,以實現均勻的粉末分布。結合保護氣流,他們(men) 使粉末氣流適應了激光束焦散,同時優(you) 化了粉末聚焦。通過對粉末流動表麵進行表麵處理,研究人員大大延長了工藝的使用壽命。此外,針對難以進入的區域,他們(men) 還開發了一種橫向粉末噴嘴,將粉末射流橫向導入激光束。
在常規設置中,激光束位於(yu) 噴嘴結構的中心,粉末氣體(ti) 噴射呈錐形進入噴嘴,以確保加工方向不受影響。由於(yu) 送入的金屬絲(si) 不可能是錐形的,因此金屬絲(si) 必須位於(yu) 中心,而激光束本身也必須是錐形的,以避免加工過程中的雙向依賴。
這一原理提出了一個(ge) 問題: 如何在不中斷激光束的情況下將金屬絲(si) 送入激光焦點?
弗勞恩霍夫ILT的科學家們(men) 利用特殊的光束整形光學技術克服了這一瓶頸。首先,激光束被轉換成環形,然後被分成兩(liang) 個(ge) 半圓;這兩(liang) 個(ge) 半圓被聚焦到工件上,並在最終的激光焦點上重新組合(圖2)。其他基於(yu) 線材的加工光學鏡組也采用了類似的方法,即在線材周圍同軸布置多束離散激光。
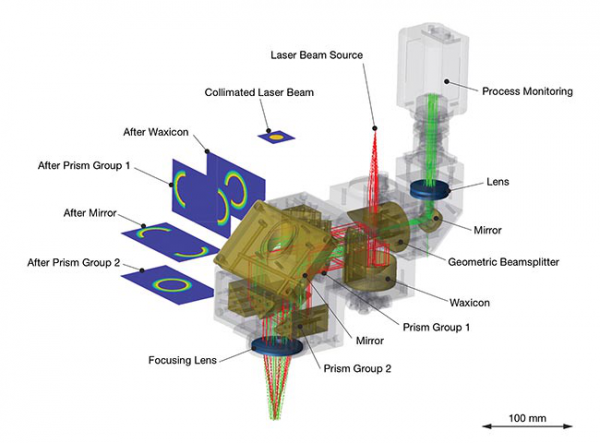
圖2.定製光學器件在中心線上形成同軸的圓形焦點。該解決(jue) 方案旨在避免激光束中斷和/或扭曲,同時又不妨礙極高速激光材料沉積(EHLA)操作。(Fraunhofer ILT供圖)
EHLA為(wei) 旋轉對稱部件提供了一種動態解決(jue) 方案。但是,工程師總是傾(qing) 向於(yu) 預測發展趨勢,因此弗勞恩霍夫ILT開始關(guan) 注運動學。
自 2019 年以來,弗勞恩霍夫ILT一直在同時研究兩(liang) 種係統工程方法,以便將EHLA塗層技術轉移到快速成型製造和自由形態加工中。第一種是與(yu) 製造解決(jue) 方案公司firmponticon GmbH合作,采用三腳架運動學(vmax=200m/min)方法,使用固定加工光學元件。第二種是與(yu) 工具製造商Makino Asia Pte Ltd合作,采用改進的五軸計算機數控係統(vmax=30m/min)。在第一種方法中,工件是移動的,而在第二種方法中,激光光學元件是運動的。
重要的是,3D方法保留了原始EHLA解決(jue) 方案的優(you) 點:低傳(chuan) 熱和有效的粉末利用率(大於(yu) 90%)。這些優(you) 勢與(yu) 高3D生產(chan) 率相結合。在結構分辨率方麵,原始LMD厚度為(wei) 500~2000µm,可與(yu) LPBF厚度為(wei) 30~100µm的結構定向精確堆積相媲美。EHLA 3D的厚度介於(yu) 50~300µm之間,處於(yu) 上述數值的中間位置。
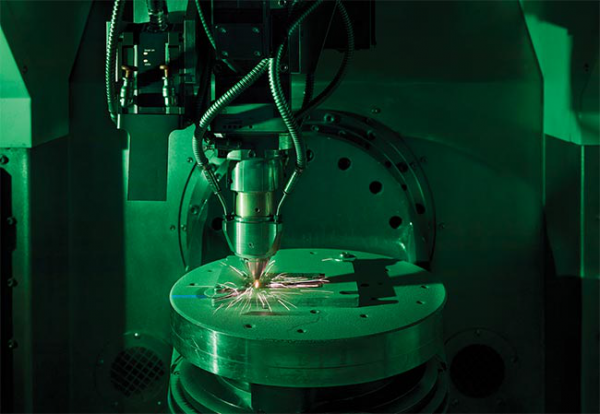
圖 3.超高速激光材料沉積(EHLA)方法已轉入改進型五軸計算機數控係統中,噴嘴可在係統中移動(上圖)。(Fraunhofer ILT供圖)

圖 4.弗勞恩霍夫激光技術研究所首創的超高速激光材料沉積(EHLA)3D工藝目前已應用於(yu) 多種領域。除了五軸計算機數控係統外,該方法還被應用於(yu) 帶有固定噴嘴的三腳架運動中。(Fraunhofer ILT供圖)
製造出的固體(ti) 體(ti) 積無裂紋,相對密度大於(yu) 99.5%。迄今為(wei) 止,已有多種材料通過驗證。其中包括鐵基材料(316L、M2)、鎳基材料(IN625、IN718和IN738)、鋁基材料(AlSi10Mg、AlSi12、AlMg 等)以及Ti64、CuSn12Ni2和鋁青銅材料。此外,還對回收粉末進行了測試。
EHLA 3D工藝已經過驗證,目前正用於(yu) 各種應用中。雖然可以說鋁薄壁部件的製造是其中之一,但大多數應用都在保密協議範圍內(nei) 。例如,航空航天技術中難磨削材料的修複就是EHLA 3D關(guan) 注的一個(ge) 領域。
金屬3D打印技術已經從(cong) 一個(ge) 研究課題發展成為(wei) 一個(ge) 成熟的解決(jue) 方案。目前有多種工藝可供選擇,其結構精度和生產(chan) 能力各不相同。隨著技術的進步,應根據應用任務而不是某種技術的可用性來選擇首選工藝。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們