




激光熔覆(Laser Cladding)是一種表麵改性技術,也稱激光包覆或激光熔敷。它是指以不同添料方式在被熔覆基體(ti) 表麵上放置被選擇的塗層材料經激光輻照使之和基體(ti) 表麵一薄層同時熔化,並快速凝固形成稀釋率極低,與(yu) 基體(ti) 成冶金結合的表麵塗層,顯著改善基層表麵的耐磨、耐蝕、耐熱、抗氧化及電氣特性的工藝方法,從(cong) 而達到表麵改性或修複的目的,既滿足了對材料表麵特定性能的要求,又節約了大量的貴重元素。
激光熔覆稀釋率低、組織致密、塗層與(yu) 基體(ti) 結合好,使用可靠。就目前激光熔覆的應用來看,其主要用在三個(ge) 方麵:一是材料表麵改性,如汽輪機葉片、軋輥等;二是零件修複,如風電主軸、行星架、行星輪等;三是快速原型製造,即利用金屬粉末逐層燒結疊加,快速製造出模型。我司主要應用在風電零件的修複上,圖1為(wei) 采用激光熔覆法修複行星架軸頸。

圖1 激光熔覆法修複行星架軸頸
風電零件如主軸、轉架等在維修過程中經常發現拉毛或磨損嚴(yan) 重,如不進行維修無法繼續使用,在采用激光熔覆法修複之前,多數零件都按報廢處理。2014年底,我司首次采用激光熔覆法對行星輪內(nei) 孔進行修複並上天運行,至今已近四年,除此之外,主軸、行星架(球鐵件)、高速軸都已成熟使用該項技術進行修複,並且已上天使用超過兩(liang) 年,未有一例因此出現問題。我司采用該項特種修複技術後,大大提高了零件的二次利用率,減少了維修成本,並縮短了齒輪箱維修周期。
激光熔覆法修複零件工藝過程簡單、
可靠,零件修複工藝如下:
1、對零件修複位置進行疲勞層去除,一般需進行局部打磨或車削,此過程對零件表麵粗糙度無特殊要求;
2、根據零件材料特性進行預熱處理,防止出現裂紋等缺陷;
3、對預熱後的零件進行激光熔覆,一般可熔覆3~4mm,如果對修複位置硬度要求較高,熔覆厚度可能會(hui) 相對降低,因為(wei) 熔覆層越厚、硬度越高,在不經過熱處理的情況下,大麵積熔覆容易出現裂紋等缺陷。熔覆後的零件如圖2所示。
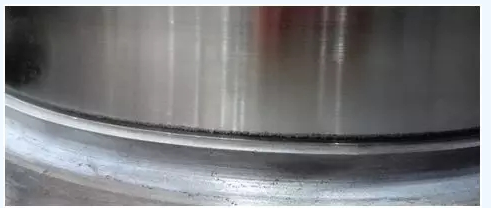
圖2 激光熔覆後的行星架軸頸
4、熔覆後進行去應力退火以及著色探傷(shang) ,保證零件經過激光熔覆後無缺陷。
5、對熔覆層進行機加工,達到圖紙尺寸要求。
對激光熔覆後的零件軸頸進行機加工,如圖3所示。

圖 3 機加工後的行星架軸頸
作者:吳佳 高級工程師
南京安維士傳(chuan) 動技術股份有限公司
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們