





一、超硬材料 PCD 複合片
PCD 又稱聚晶金剛石,它是金剛石以鈷為(wei) 結合劑在 高溫 1400℃、高壓 6GPa 下燒結形成的一種新型超硬質材料。PCD 複合片則是由 0.5 ~ 0.7mm 厚的 PCD 層在高溫、高壓下與(yu) 硬質合金基層(一般為(wei) 鎢鋼)結合的一 種超硬複合材料,結構如圖 1 所示。它既具備了 PCD 的高硬度和高耐磨性,也具備了硬質合金的良好強度和韌 性。PCD 複合片經過切割、焊接、刃磨等工序製成 PCD 刀片,廣泛應用於(yu) 機械加工和機床刀具行業(ye) ,在機床上 使用含有 PCD 材料製作的刀具,解決(jue) 了一些硬質合金、 陶瓷刀具、高速鋼等刀具,在加工工件時無法達到超高表麵亮度、光潔度、超高精度、高硬度等性能要求問題, 因此 PCD 刀具被人們(men) 稱作超硬刀具或寶石刀具聞名於(yu) 機械製造行業(ye) 。
二、PCD 刀具及應用
PCD 刀具是通過把 PCD 複合片焊接到刀體(ti) 上製成的刀具。由於(yu) PCD 複合片將單晶金剛石的高硬度、耐磨 性、低摩擦係數和強度與(yu) 硬質合金刀體(ti) 的高抗彎強度進行結合,複合片的碳化鎢硬質合金層為(wei) PCD 層提供了機械支持,增加了它的彎曲強度,同時硬質合金層易於(yu) 焊 接,使製作成品刀具變得容易。目前市麵上 PCD 刀具結構形式有:PCD 刀片、PCD 銑刀、PCD 鉸刀、PCD 鑽頭、 PCD 切槽刀、非標成型 PCD 刀具等。
PCD 刀具具有硬度高、耐磨性強、摩擦係數低、高 彈性模量等特點,同時還具備低熱膨脹係數、高熱導的 特性。廣泛應用於(yu) 汽車、船舶、航天、電子零件加工等 工業(ye) 。


三、PCD 刀具加工技術
目前加工 PCD 刀具主要采用電火花線切割、高速 鋼盤研磨加工以及激光切割等常見的幾種工藝方法, 由於(yu) 目前國內(nei) 激光切割技術在加工 PCD 刀具中還不夠成熟,導致研發設備成本就居高不下,大多數廠家 都選擇采用電火花線切割或者高速鋼盤研磨方法加工 PCD 刀具。
傳(chuan) 統的電火花線切割加工原理是通過電絲(si) 接入高壓 電的正極,工件接入負極,兩(liang) 者之間形成局部區域的脈衝(chong) 放電來實現工件材料的切割加工。高速鋼盤研磨加工原理是使用高速旋轉的高速鋼盤在一定的壓力下與(yu) PCD 工件之間產(chan) 生摩擦,摩擦產(chan) 生高溫,通過高速鋼盤在 PCD 工件表麵上滑動使金剛石晶粒破碎、崩裂從(cong) 而達到 研磨目的。激光切割 PCD 的原理是一束能量密度極高的 激光束照射到聚晶金剛石表麵上,部分光能被表麵吸收並轉化成熱能,照射斑點的局部區域溫度迅速上升到上萬(wan) 度,使聚晶金剛石材料局部熔化甚至汽化並形成陷坑。 對比電火花線切割、高速鋼盤研磨以及激光切割的加工原 理,分析得到激光切割有以下優(you) 勢:
◆ 3.1 切割品質更高,刀刃圓角半徑更小,實現完美切割



目前電火花線切割加工和高速鋼盤研磨加工在加工過程中會(hui) 使金剛石晶粒產(chan) 生崩裂,破壞了 PCD 材料本 身結構,影響 PCD 材料的切削性能,且由於(yu) 電火花線切割和高速鋼盤研磨加工原理本身限製了刀刃的圓角半 徑,不能加工粗顆粒的 PCD 材料,不能有斷屑槽。為(wei) 了得到良好的切割品質,電火花線切割往往需要對工件進行多次加工。激光切割直接作用在金剛石晶粒和鏈接材料上進行加工,可加工高純度、粗顆粒的 PCD 材料, 可獲得切割刃口圓角半徑 <15μm,沒有崩刃的完美切割效果。
◆ 3.2 生產(chan) 效率高,可以提供多樣少量的異形刀具訂 製,適應市場產(chan) 品大批量生產(chan) 需求
在 iphoness 智能手機外殼圓角邊緣加工上使用的刀具就是 PCD 成型刀具,在此前加工使用球型銑刀加工,每生產(chan) 一個(ge) 產(chan) 品的耗時需要 30 分鍾,使用成型 PCD 銑刀後進行加工後,每生產(chan) 一個(ge) 產(chan) 品隻需要 20 秒。大大提高了產(chan) 品的生產(chan) 效率,降低了生產(chan) 的成本。此技術已經通過市場驗證:在 iphoness 智能手機外殼圓角邊緣加工上使用的刀具就是由牧激科技第一代五軸刀具切割機生產(chan) 。
◆ 3.3 刃口鈍角半徑更小,提高刀具的切削性能
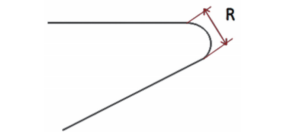
隨著刀具應用的範圍越來越廣,對刀具的要求也越來越嚴(yan) 格,其中衡量 PCD 刀具切削性能最為(wei) 重要的指標之一刃口鈍圓半徑,如圖 3 所示。在機械加工行業(ye) 中對切削力、切應力、刀具磨損等切削性能有著重要的影響。
電火花線切割刀具,在工件放電過程中會(hui) 產(chan) 生尖端效應,切縫尖端溫度過高,影響刀具的鈍圓半徑,一般電火花線切割加工 PCD 刀具的鈍圓半徑範圍在 10-12μm 之間。
激光切割工藝是一種非接觸型的加工工藝,切割質量好,最小刃口鈍圓半徑範圍可達 3-5μm 之間。具有效 率高、易於(yu) 控製等優(you) 點,給生產(chan) 製造提供了很多靈活性, 對於(yu) 產(chan) 品對刀具要求較高的廠家,激光加工無疑是最為(wei) 理想的方法。
◆ 3.4 對刃口熱影響更小,提升刀具的壽命
電火花線切割過程中,工件通過高壓電,使工件局部區域放電進行切割,過程產(chan) 生幾千度高溫,使金屬結合劑內(nei) 部熔斷,導致加工後 PCD 的電性能發生變化,降低了刀具的切屑性能。而激光切割原理是使處於(yu) 其焦點位置處的工件受到高功率密度的激光光斑照射後,瞬間產(chan) 生上萬(wan) 度的高溫,使其瞬間氣化的過程,其切割過程中熱影響較小。 所以使用激光切割PCD刀具具有提高刀具切削性能的優(you) 勢。
四、激光切割 PCD 刀具技術應用前景
今後鋁、錳和其他輕合金以及鈦合金、燒結合金及其他高強度合金將越來越多地用作汽車動力係統零部件的材 料,能夠加工這些材料的金剛石刀具需求市場預期有非常大的增長。另外,由於(yu) PCD 刀具具有高硬度、高耐熱性、 長壽命、切屑刃鋒利性和良好的熱傳(chuan) 導性等,可以滿足汽車零部件加工對高速、高效、高精度、新材料和新形狀的要求,所以 PCD 刀具必將得到廣泛的使用。
在 PCD 刀具激光切割行業(ye) 深圳市牧激科技有限公司也走在前端,根據客戶不同的加工需求以及異形刀具定製的加工要求,針對 PCD 刀具的市場分析和激光切割 PCD 刀具工藝技術的研究,牧激科技自主研發了多款精密激光切割 PCD 刀具設備,具有高精度,高效率,高品質的特點,可提供多樣少量的異形刀具訂製、設備通用 性強,可導入任意圖形,實現刀具任意輪廓加工,同時提升生產(chan) 可靠性等優(you) 勢,對 PCD 刀具切割品質達到了國內(nei) 領先水平。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們