





一、前言
半導體(ti) 激光器發展於(yu) 上世紀 60 年代,如今已經在各 行各業(ye) 中得到了廣泛的應用。半導體(ti) 激光器可以作為(wei) 光纖 激光器和固體(ti) 激光器的泵浦源,也可以直接輸出用作激光 加工,直接輸出用作激光加工時稱直接半導體(ti) 激光器。
半導體(ti) 激光器光束質量一般較差,受光束質量的限 製,傳(chuan) 統半導體(ti) 激光器在材料加工領域,主要應用於(yu) 激光熔覆、激光淬火等需要大光材料加工領域,難以 用於(yu) 對光束質量需求較高的金屬切割及焊接。近年來, 隨著半導體(ti) 耦合技術的提高,以及新型合束技術的逐 漸成熟,部分千瓦級以上的光纖輸出的半導體(ti) 激光器, 逐漸可以滿足激光焊接對光束質量的要求。如熱刺激 光器推出的 200/220/0.22NA 光纖輸出的 1800W 直接半 導體(ti) 激光器就能滿足 3mm 以下厚度厚度的大部分金屬 材料的焊接。
在金屬焊接領域,光纖輸出的半導體(ti) 激光器光斑大 小適中、光斑對稱性好、材料吸收率高,在焊接過程中 熔池穩定、無飛濺、焊縫表麵光滑美觀,因此特別適用 於(yu) 汽車激光釺焊及金屬薄板焊接。目前半導體(ti) 激光器已 經取代了許多傳(chuan) 統焊接技術,發展勢頭迅猛。
二、高亮度半導體(ti) 激光器保溫杯焊接應用
保溫杯杯身傳(chuan) 統焊接均采用氬弧焊,鎢針在不斷的 放電、起弧、工作過程中,會(hui) 產(chan) 生氧化和損耗,工作一 段時間後需要對鎢針進行打磨、裝調,此過程對工人的 操作要求較高,且調試過程會(hui) 產(chan) 生廢品並浪費生產(chan) 時間, 更重要的一點是氬弧焊會(hui) 對人體(ti) 健康造成傷(shang) 害。
與(yu) 氬弧焊相比,半導體(ti) 激光焊接性能穩定成品率高, 操作簡單,焊縫美觀無需二次處理,焊接過程更環保且 對人體(ti) 健康無危害。
與(yu) 光纖激光器相比,半導體(ti) 激光器光斑較大,功率 密度分布更均勻,更適合薄板不鏽鋼的傳(chuan) 導焊接,且與(yu) 等功率的光纖激光器相比,半導體(ti) 激光器光電轉換效率高、 價(jia) 格低、穩定性更好。現半導體(ti) 激光器用於(yu) 保溫杯焊接已被 大量推廣。
保溫杯一般主要由四部分構成,如圖 1 所示。分別為(wei) 內(nei) 膽、內(nei) 底、外杯身、外底。成品焊接需要五條焊縫,分 別為(wei) 外殼製管、內(nei) 膽製管、杯口焊縫、內(nei) 膽底縫、外殼底縫。 為(wei) 更詳細介紹本應用,以下焊接均以某一型號保溫杯為(wei) 例, 隻作杯口、內(nei) 膽底、外殼底焊接介紹。
1)杯口焊接
此保溫杯內(nei) 膽與(yu) 外杯身均采用 0.3mm 厚 304 不鏽鋼, 激光器采用熱刺 800W 光纖耦合半導體(ti) 激光器,輸出芯徑 200μm,數值孔徑 0.22,焊接速度 45mm/s,焊接方式為(wei) 傳(chuan) 導焊接,焊接效果如圖 2 所示。
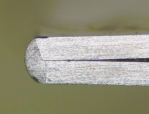
2(a)為(wei) 焊縫正麵,放大倍數 45 倍。可以看出,半 導體(ti) 激光焊接杯口表麵光滑、平整,滿足工藝要求,無需磨口處理。而氬弧焊對人員焊接技能要求較高,且焊接發黑、 不平整,需要磨口處理。
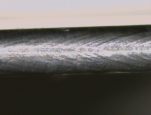
圖2(b)為(wei) 焊縫橫截麵,可以看出,焊縫上表麵為(wei) 圓弧形, 圓弧與(yu) 杯身過渡圓滑,無需二次處理;焊縫深度約 0.25mm 接近板材厚度,且焊縫內(nei) 無氣孔等缺陷,完全滿足保溫杯使 用強度及氣密性要求。由於(yu) 焊接過程激光束與(yu) 待焊區域不可避免的位移偏差,此試樣焊縫中心點並未在內(nei) 外壁板材中央, 但對焊接效果影響較小。
2)內(nei) 膽底焊接
此保溫杯內(nei) 杯底采用 0.4mm 厚 304 不鏽鋼,激光器采 用熱刺 1800W 半導體(ti) 光纖耦合激光器,輸出功率 1500W, 輸出芯徑 600μm,數值孔徑 0.22,焊接速度 160mm/s,焊 接方式為(wei) 傳(chuan) 導焊接,焊接效果如圖 3 所示。
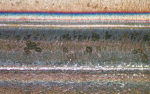

圖3(a)為(wei) 焊縫正麵,放大倍數20倍,正麵縫寬約1.7mm。 可以看出,焊縫表麵平整,上表麵無其他陷。此焊縫在焊接 時未施加惰性氣體(ti) 保護保護,因此焊縫表麵呈氧化狀態,經 過一步必要處理後可去除氧化層得到光亮焊縫。
圖 3(b)為(wei) 焊縫橫截麵,此焊縫為(wei) 不等板厚拚接焊, 焊縫正麵飽滿無任何塌陷、咬邊現象,焊縫背麵平整無燒蝕 塌陷;焊縫深度不小於(yu) 0.3mm,且焊縫內(nei) 無任何氣孔等缺陷, 完全滿足保溫杯使用強度及氣密性要求。
3)外底焊接
此保溫杯外底采用 0.5mm 厚 304 不鏽鋼,激光器采用 熱刺 800W 半導體(ti) 光纖耦合激光器,輸出芯徑 200μm,數值孔徑 0.22,焊接速度 50mm/s,焊接方式為(wei) 傳(chuan) 導焊接,焊接效果如圖 4 所示。
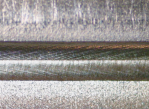

圖4(a)為(wei) 焊縫正麵,放大倍數20倍,焊縫寬度約1.1mm。 焊接過程采用惰性氣體(ti) 保護,焊縫光潔平整、呈銀白色無任何氧化痕跡,焊縫無需任何後期處理。
圖 4(b)為(wei) 焊縫橫截麵,放大倍數 45 倍,此焊縫介於(yu) 角焊縫和拚焊,外杯身熔池少量流向熔池中部,焊縫連接處 深度不小於(yu) 0.3mm,焊縫深度最小值約 0.25mm。焊縫內(nei) 無任何氣孔等缺陷,完全滿足保溫杯使用強度及氣密性要求。
此結構的保溫杯底無法使用氬弧焊焊接,氬弧焊焊接的杯底結構更複雜,因此,本步驟的激光焊接可以從(cong) 材料及程序上進一步降低生產(chan) 成本。
與(yu) 氬弧焊相比:1)效率方麵,杯口與(yu) 外杯底焊接速度略高於(yu) 氬弧焊,但內(nei) 杯底焊接速度提升明顯,速度提升一倍左右;且激光焊的操作程序簡單,增加了整體(ti) 效率。2)成 品率方麵,激光焊接成品率略高於(yu) 氬弧焊。伴隨激光器亮度的進一步提升以及焊接工藝的改善,焊接效率及焊接成品率方麵還將有較大提升空間。
三、總結
綜上所述,半導體(ti) 激光焊接在保溫杯等薄板金屬焊接領域前景廣闊。在其他領域,高亮度半導體(ti) 激光焊接設備也應用廣泛,如動力電池、電子器件、汽車工業(ye) 等。
隨著光纖耦合技術的進步,半導體(ti) 激光器的亮度將進一 步提高,熱刺激光即將推出的 2000W 半導體(ti) 激光器,輸出的光纖芯徑可以減少至 105μm,此類半導體(ti) 激光器可用於(yu) 中薄板金屬激光深熔焊接或激光切割。因此可見,高亮度半導體(ti) 激光器具有廣闊的應用前景和市場空間。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀


















 關注我們
關注我們