




徑向對稱塑料部件的激光焊接是當下塑料連接技術最有效的方法之一,此工藝在連接潔淨度及高精度方麵具有強大的技術優(you) 勢及經濟性可行性。
近年來,激光塑料焊接的應用逐漸增加,尤其是在汽車電子,醫療技術和家用電器等行業(ye) 越來越廣泛,一方麵是因為(wei) 激光焊接本身的技術優(you) 勢,另一方麵得益於(yu) 汽車相關(guan) 行業(ye) 的不斷創新需求和產(chan) 品的成本管控的壓力。因此,汽車行業(ye) 供應商一直在尋找更多的創新技術,以便以更低的成本為(wei) 客戶提供更優(you) 質的產(chan) 品服務。
激光塑料焊接有其自身的工藝特點,如柔性加工,便捷的過程控製,非接觸性加工,精準加工區域控製,熱影響區較小及焊接部位較小的應力等,為(wei) 此激光塑料焊接可以充分應用其工藝優(you) 勢並對生產(chan) 工藝進行不斷地優(you) 化調整。另外,相較於(yu) 其他焊接方式,激光塑料焊接是一種完全無磨損的工藝方式。對於(yu) 一些含有敏感元器件的產(chan) 品焊接,高強度焊接需求,尤其是對於(yu) 潔淨度和無粉塵要求的產(chan) 品,激光塑料焊接是最佳之選。
基本原理
現在的激光塑料焊接主要是透過式的焊接方式。一般來說,塑料件輔以不同的添加劑或是添加劑的濃度不同會(hui) 造成不同的激光穿透率。焊接時,待焊接兩(liang) 個(ge) 部件彼此疊置,激光束穿透上層透過率較高的材料,聚焦於(yu) 下層激光吸收層上,高能激光束使其熔化,同時熱量通過熱傳(chuan) 導的方式傳(chuan) 遞給深層高透明材料使其熔化,在一定的壓力下,上下兩(liang) 部件連接在一起,形成焊接。
依據焊接產(chan) 品的幾何結構,根據激光能量的控製方式可以分為(wei) 輪廓焊接,準同步焊接及同步焊接這幾種方式。在輪廓焊接中,激光束與(yu) 工件焊接位置相對繞轉而成的徑向對稱焊接特殊方式。在焊接過程中,激光束沿著既定軌跡對產(chan) 品進行一次或多次的激光束慢速掃描使待焊接產(chan) 品接觸麵升溫熔化,然後漸次冷卻,形成焊接輪廓。
此種焊接方式與(yu) 一般激光塑料焊接最大的區別是焊接過程中施加的加持力方式有所不同,在徑向對稱產(chan) 品焊接過程中,需要依據產(chan) 品的機構采用過盈配合的方式施加焊接過程中所必須的壓力,這樣就無需準備外部施力結構。此種焊接方式具有明顯的經濟可行性及縮短了整個(ge) 焊接節拍。因此兩(liang) 件產(chan) 品件的配合公差就顯得尤為(wei) 重要,前期準備工作中結構設計、注塑等環節中要引起足夠重視。
三種不同工藝方式
下圖展示了徑向對稱旋轉焊接在工業(ye) 生產(chan) 中常用的三種方式圖例及其解釋,最主要的區別是激光束的運動控製方式的不同。
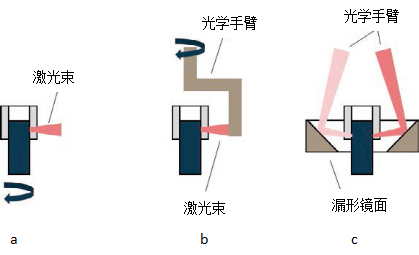
(a) 激光束固定,產(chan) 品旋轉
目前應用最為(wei) 簡潔並且廣泛的一種方式為(wei) 固定光學路徑產(chan) 品旋轉係統(見圖1a),尤其是對於(yu) 沒有線束,管道等相對複雜的機構的產(chan) 品。在此種焊接過程中,產(chan) 品被固定在一個(ge) 旋轉平台上,產(chan) 品會(hui) 沿著既定激光束旋轉一周或是多周,其中最主要的一個(ge) 工藝參數就是產(chan) 品的圓周進給速度及所需要的激光束能量,這些參數都可以進行工藝設定及進行相應的優(you) 化。
此種焊接方式具是一種經濟型的解決(jue) 方案,並且利於(yu) 設計實現的便捷性,其最大的優(you) 勢是可以使用高溫計或是遠紅外相機實現過程控製。但是這種工藝在高自動化及加工產(chan) 品尺寸上具有一定的局限性(如產(chan) 品總體(ti) 外觀尺寸,管線長度等…)
(b) 產(chan) 品固定,激光束繞轉
第二種工藝方式與(yu) 第一種工藝方式實現方式有所不同,並且也已有十多年的應用經驗。在此種工藝中,工件被固定在載具上麵,激光束通過合適的光學結構(光學臂)繞轉工件,主要的工藝參數與(yu) 上述第一種工藝方式一致。
這種焊接方式一個(ge) 最大的優(you) 勢是可以實現較大幾何尺寸產(chan) 品的焊接,或是在非焊接部位有線纜的產(chan) 品,就使得部分焊接產(chan) 品的線纜可以很長,甚至長達數米。全新一代的焊接模組具有廣泛的適用性,易於(yu) 實現自動化集成,該組激光安全等級可達1級。
(c) 產(chan) 品固定,激光束通過反射鏡透射到產(chan) 品上
目前最新的徑向焊接技術是基於(yu) 激光掃描技術的準同步焊接。掃描振鏡引導控製激光束的移動,並且投射到錐形鏡麵上,錐形鏡麵將激光束反射到待焊接位置(Fig1.c),在此種結構下,激光束作環形運動形成沿著產(chan) 品繞轉的能量光束。
與(yu) 上述焊接方式相較,除了適用較大產(chan) 品尺寸以及含有線纜的產(chan) 品焊接,此焊接工藝還有一個(ge) 最主要的優(you) 勢就是可以實現焊接軌跡的最大自由化變換,不僅(jin) 僅(jin) 是圓形焊接軌道,還可以實現準同步多軌道的焊接。另外一個(ge) 優(you) 勢就是得益於(yu) 高速掃描振鏡的加工速度,焊接速度可以大幅提升。由於(yu) 采用了更多的光學部件,使得在線監測變得一定程度上的受限,另外還要對這些光學器件進行定期的監測、維護。
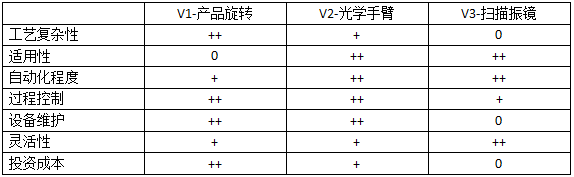
焊接工藝比較
由於(yu) 每一種的焊接方式都有一定的優(you) 勢及相應的局限性,下表展示了同焊接方式的在使用上的優(you) 劣性供參考。在實際使用中這三種方式根據各自的需要都有采用,並且都在汽車電子產(chan) 業(ye) 中實現了規模化的工業(ye) 生產(chan) 。
工藝過程監控
一般常用的輪廓焊接中都需要使用工藝過程監控,工業(ye) 生產(chan) 中最常用也是迄今為(wei) 止最為(wei) 經濟有效的方法是通過高溫計來監測焊接區域的溫度。在上述三種焊接方式中均是將高溫計耦合至激光傳(chuan) 輸光路中進行同步測量。依據材料及其添加劑的不同,溫度量測信號實時而動,並且可以設定上下限範圍,上下焊接件之間的不良接觸或是空氣間隙都能通過這種方式監測出來。通過這種方法還可以根據溫度曲線變化適時調節激光器的輸出能量。
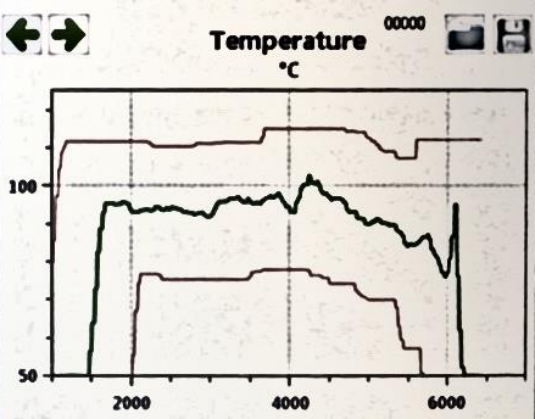
圖2,高溫計量測溫度曲線示意圖
應用實例
徑向焊接較為(wei) 廣泛的應用主要有管線相關(guan) 的連接器,輸油管或SCR管線的閥組件以及瓶體(ti) 相關(guan) 的應用。Fig.3 即為(wei) 一個(ge) 徑向焊接產(chan) 品圖例,管體(ti) 本身為(wei) 激光吸收型材料,接頭為(wei) 激光透過性材料。本產(chan) 品選用配套光學手臂的結構,並輔以高溫計來進行工藝過程監控及優(you) 化。易沃斯激光係統Evosys提供緊湊型集成設備EVO 0700是專(zhuan) 為(wei) 此種應用而開發的裝備,並可保證激光的安全等級為(wei) 1級,這樣就無需集成商再進行結構複雜的安全防護罩設計。

圖3,管線焊接樣品圖示
設計規範
激光塑料焊接對於(yu) 材料和產(chan) 品的幾何結構都有必要的要求,尤其是對於(yu) 徑向對稱的產(chan) 品焊接必須要求在焊接位置徑向對稱結構設計。隨著光學產(chan) 品和工藝技術研發,激光塑料焊接可以擴展至橢圓焊道甚至更複雜結構的旋轉焊接。一般來說,此種工藝最重要的是兩(liang) 工件之間的過盈配合效果。
由於(yu) 徑向焊接無需外加焊接夾持壓力,所以焊接位置的機構設計至為(wei) 重要。裝配時需要保證兩(liang) 工件之間提供較好的過盈配合壓力,確保接觸麵之間無空隙。常見的過盈配合結構可參考圖4設計以確保合適的過盈配合壓力。兩(liang) 工件之間的公差很大程度上依賴於(yu) 工件的尺寸及材料本身性能,必要時需要進行係列測試來確定最終的配合公差尺寸。在塑料玻璃化狀態下,液態塑料在一定壓力下會(hui) 外溢、流動,因此焊接位置盡量避免直接暴露在顯眼的位置影響產(chan) 品的美觀性。
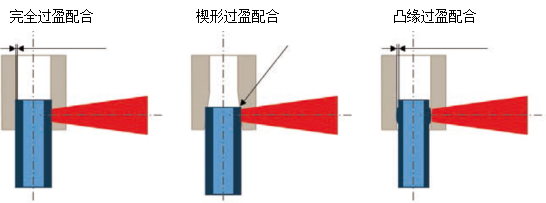
圖4,過盈配合結構設計
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們