




自蘋果發布全麵屏產(chan) 品以來,其他各家廠商全麵跟進,全麵屏技術正式進入量產(chan) 階段。隨著用戶體(ti) 驗的提升,異形全麵屏是大勢所趨,能大幅提高屏占比,視覺效果更好,操作更方便,同時,全麵屏的設計也對加工技術提出了更高要求,見圖1。

圖1 常規劉海屏和異形水滴屏對比:a劉海屏圖形結構較簡單;b水滴屏圖形曲線複雜,刀輪無法切割
激光切割全麵屏優(you) 勢
LCD屏幕的結構模式(圖2)就決(jue) 定了它是雙片疊加,雙片玻璃的超薄特性決(jue) 定了它的脆性,切割的時候容易產(chan) 生崩邊,而崩邊則影響玻璃的強度,因此考察切割方式造成的崩邊量非常重要。

圖2 LCD結構:雙層玻璃,中間夾層為(wei) 液晶,單層玻璃厚度僅(jin) 0.15 mm-0.18 mm,常規刀輪接觸式切割極易破碎
針對異形切割,目前的主流技術有刀輪切割、CNC研磨及激光切割。目前手機全麵屏異形切割主要涉及C-Cut、R-Cut、U-Cut位置切割(如圖3)。其中C接近直線,R帶有一定弧度,U角弧度線條最複雜,在最新的水滴屏上體(ti) 現的尤為(wei) 明顯。
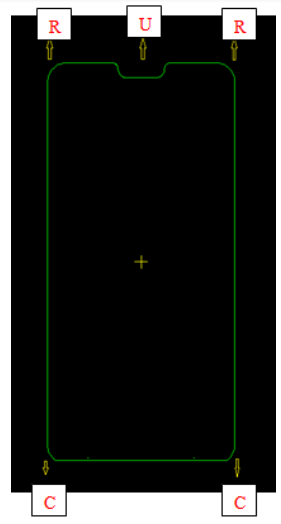
圖3 手機全麵屏切割示意圖
超快激光切割在屏幕異形切割優(you) 勢
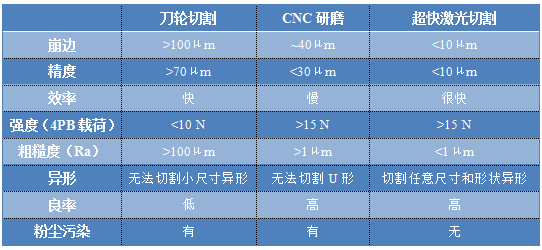
通過上述三種方式的對比,激光技術切割全麵屏顯示出絕對優(you) 勢,將成為(wei) 以後的主流切割方式。
激光切割全麵屏基本技術路線
激光切割全麵屏是利用激光在材料內(nei) 的自聚焦現象進行切割。當超高峰值功率的激光被聚焦在透明材料內(nei) 部時,材料內(nei) 部由光傳(chuan) 播造成的非線性極化改變了光的傳(chuan) 播特性,將激光進行波前聚焦,這種現象稱為(wei) 自聚焦現象。自聚焦形成的超強光束在玻璃內(nei) 部形成直徑為(wei) 1 μm左右的絲(si) 線,高峰值能量將絲(si) 線貫穿處玻璃直接氣化,形成孔洞,再施加外力,可輕鬆高效裂開。

圖4 超快激光切割LCD方案原理示意:(a)貝塞爾光束,(b)貝塞爾光束貫穿玻璃
由圖4可以看出,貝塞爾切割為(wei) 貫穿式切割,不會(hui) 在玻璃內(nei) 部形成爆裂,因此對玻璃強度損傷(shang) 極小。

圖5 超快激光切割LCD方案實例
由圖5可以看出,超快激光加貝塞爾切割方案,可在無機械接觸下將玻璃完全切透,保證斷麵平整、無崩邊、無內(nei) 爆、品質極佳。
飛秒激光相比皮秒激光加工工藝對比
雖然激光切割方案作為(wei) 主流方案,占據了很大優(you) 勢,但目前采用較多的仍然是激光+CNC複合的方式。由於(yu) 使用的皮秒激光器,脈寬為(wei) 10 ps左右,仍存在一定熱影響,激光切割後,產(chan) 生的熱量會(hui) 在切割線邊緣產(chan) 生應力裂紋,使玻璃的強度降低,這就需要切割後輔以CNC研磨,沿切割玻璃的邊緣研磨一圈,將細小微裂紋磨掉,從(cong) 而提升玻璃強度,提高屏幕抗衝(chong) 力和彎曲能力。
但隨著超快激光技術的發展,激光脈寬進一步縮短,更窄脈寬意味著更高峰值和更低熱影響,得益於(yu) 更高峰值,使用更小的能量就可將玻璃切開,從(cong) 而對玻璃的損傷(shang) 更小。
以武漢安揚激光研發的全光纖超短脈衝(chong) 激光器Femto-YL係列為(wei) 例,其最窄脈寬可達300 fs,可調範圍300 fs-10 ps。通過長期數據驗證,在10 ps以下進行脈寬調節時,切割全麵屏各方麵效果有顯著提升。
FemtoYL-20係列激光器測試結果,當脈寬調到合適區間,切割全麵屏所需要的最低脈衝(chong) 能量<15 μJ,遠低於(yu) 10 ps激光所需要的20 μJ,熱影響可降低30%(120 μm→80 μm),玻璃損傷(shang) 降低,強度可提高30%(15 N→20 N),基本接近玻璃原始強度值,可實現全激光無需研磨。目前此方案已驗證成功,並在國內(nei) 一大麵板公司成功實現量產(chan) ,大幅提高了終端客戶的產(chan) 能,降低成本。

以安揚激光Femto-YL係列產(chan) 品為(wei) 例,比較飛秒激光與(yu) 皮秒激光的加工優(you) 勢
結論
飛秒激光微加工技術已經成為(wei) 當代微製造領域的研究熱點,在微電子、微光學、微機電係統和生物醫學等領域均已展露出重要的應用前景,並體(ti) 現出無可取代的優(you) 勢。
本文由武漢安揚激光技術有限責任公司供稿
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們