




什麽(me) 是激光熔覆
激光熔覆技術是指以不同的填料方式在被塗覆基體(ti) 表麵上放置選擇的塗層材料,經激光輻照使之和基體(ti) 表麵一薄層同時熔化,並快速凝固後形成稀釋度極低並與(yu) 基體(ti) 材料成冶金結合的表麵塗層,從(cong) 而顯著改善基體(ti) 材料表麵的耐磨、耐蝕、耐熱、抗氧化及電器特性等的工藝方法。
因為(wei) 其主要目的是增加金屬表麵的性能,所以在實際應用時,要想提高效率,應該綜合考慮到質量,速度,激光功率之間的平衡。
激光熔覆具有以下特點
(1)冷卻速度快(高達106K/s),屬於(yu) 快速凝固過程,容易得到細晶組織或產(chan) 生平衡態所無法得到的新相,如非穩相、非晶態等。
(2)塗層稀釋率低(一般小於(yu) 5%),與(yu) 基體(ti) 呈牢固的冶金結合或界麵擴散結合,通過對激光工藝參數的調整,可以獲得低稀釋率的良好塗層,並且塗層成分和稀釋度可控;
(3)熱輸入和畸變較小,尤其是采用高功率密度快速熔覆時,變形可降低到零件的裝配公差內(nei) 。
(4)粉末選擇幾乎沒有任何限製,特別是在低熔點金屬表麵熔敷高熔點合金;
(5)熔覆層的厚度範圍大,單道送粉一次塗覆厚度在0.2~2.0mm,
(6)能進行選區熔敷,材料消耗少,具有卓越的性能價(jia) 格比;
(7)光束瞄準可以使難以接近的區域熔敷;
(8)工藝過程易於(yu) 實現自動化。
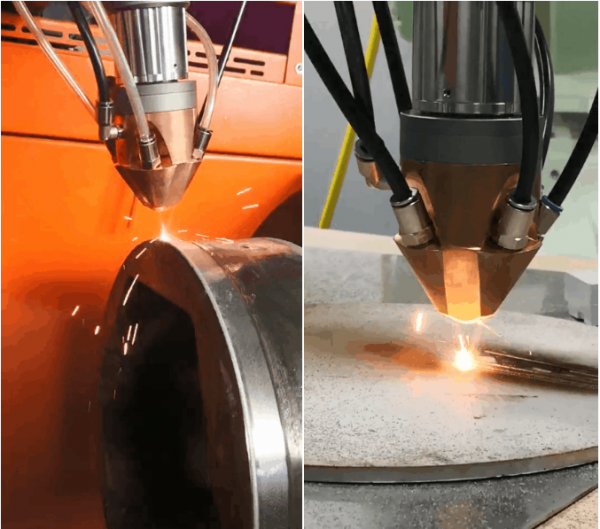
激光熔覆頭的基本架構區別
四路同步送粉圓光激光熔覆的優(you) 勢
一:四路送粉的優(you) 勢
一般來說激光熔覆的送粉方式有預置法和同步送粉法,預置法不易實現自動化,暫且不提。同步送粉法有雙路送粉,四路送粉,也有三路送粉等方式。在實際應用中,當熔覆頭沿著X軸或者Y軸的正反方向移動的時候,四路送粉最容易保證送粉的位置準確性,因為(wei) 四條送粉路線正對應可移動的四個(ge) 方向,無論以那一方向為(wei) 主方向,都可以形成兩(liang) 路粉末在前後,兩(liang) 路粉末在左右的格局,這樣的格局對送粉的均勻性和方向性有很大的幫助。
二:圓形光斑的優(you) 勢
圓形光斑是激光耦合發出的激光的基本形狀,如果對他的形狀進行再加工,可能會(hui) 造成激光能量的損失。
再從(cong) 熔覆的功能結構上來講,送粉路數有很多,但是光斑目前隻能有一個(ge) ,那麽(me) 當多路粉末匯聚的時候,再在輔助氣體(ti) 的作用下,形成的粉末路徑會(hui) 越發接近圓柱形狀,這時候圓形的光斑會(hui) 更適應圓柱形的粉末,可以有效的防止粉末浪費,同時未經形狀加工的圓光斑,出光均勻,使粉末受熱也相應的均勻,熔覆質量更為(wei) 優(you) 秀。
三:崗春ECM340激光熔覆頭
發揮了四路送粉圓形光斑的獨特優(you) 勢,適用於(yu) 金屬表麵熔覆,激光淬火,3D打印等高新加工工藝,是保證質量與(yu) 效率的不二之選。
激光熔覆的應用
激光熔覆的應用主要在兩(liang) 個(ge) 方麵,即耐腐蝕(包括耐高溫腐蝕)和耐磨損,應用的範圍很廣泛,例如內(nei) 燃機的閥門和閥座的密封麵,水、氣或蒸汽分離器的激光熔覆等。
同時提高材料的耐磨和耐腐蝕性,可以采用Co基合金(如Co-Cr-Mo-Si係)進行激光熔覆。基體(ti) 中物相成份範圍中Co3Mo2SI硬質金屬間相的存在可保證耐磨性能,而Cr則提供了耐腐蝕性。
微觀下的激光熔覆頭淬火
激光熔覆頭不僅(jin) 可以用作熔覆,還可以用作淬火,激光淬火的功率密度高,冷卻速度快,不需要水或油等冷卻介質,是清潔、快速的淬火工藝。
在微觀下可以看到熔覆頭的淬火,將材料表麵加熱到相變點以上,隨著材料自身冷卻,奧氏體(ti) 轉變為(wei) 馬氏體(ti)
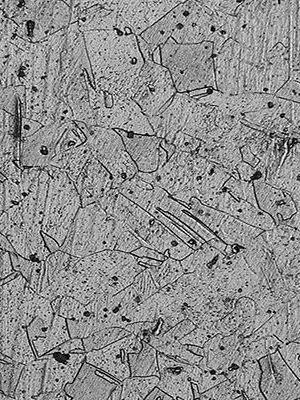
奧氏體(ti) 轉化馬氏體(ti) →→
奧氏體(ti) 中含碳量≥1%的鋼淬火後,馬氏體(ti) 形態為(wei) 針片狀馬氏體(ti) ,當奧氏體(ti) 中含碳量≤0.2%的鋼淬火後,馬氏體(ti) 形狀基本為(wei) 板條馬氏體(ti) 。馬氏體(ti) 的晶體(ti) 結構為(wei) 體(ti) 心四方結構(BCT)。中高碳鋼中加速冷卻通常能夠獲得這種組織。高的強度和硬度是鋼中馬氏體(ti) 的主要特征之一,同時馬氏體(ti) 的脆性也比較高。
結語
無論是激光頭熔覆,亦或是激光頭淬火,其參數主要有激光功率、光斑形狀與(yu) 大小、各模塊速度、離焦量、預熱溫度等。各參數之間也相互影響,是一個(ge) 非常複雜的過程,須采用合理的控製方法將這些參數控製在工藝允許的範圍內(nei) 。尤其是將新引進激光設備的公司,在采購激光熔覆頭的時候,建議優(you) 先考慮提供上門服務和技術支持的廠家。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們