




激光熔覆時由於(yu) 表麵張力梯度引起的強製對流和潤濕性的共同作用導致單道熔覆層是凸麵而不是平麵,如果不進行熔道搭接,不同道次連接處熔覆層的有效厚度為(wei) 0,並且熔覆層表麵將會(hui) 呈現凹凸起伏比較粗糙。

圖1熔覆層截麵形貌
搭接率是描述激光熔覆中相鄰熔覆道之間的相互重疊程度,其定義(yi) 為(wei) 多道熔覆時,相鄰熔覆道間的搭接寬度D0與(yu) 單道熔覆層寬度W之比。用公式表示為(wei) :R0=D0/W*100%,實際中根據經驗,搭接率R以40%-50%左右合適。

圖2 熔覆層搭接示意圖
R0偏小:相鄰熔覆道之間會(hui) 出現明顯的凹陷區,但兩(liang) 個(ge) 熔覆道高速是一致的,如圖3(a)。
R0適中:會(hui) 有較好的熔覆效果,表麵粗糙度較好, 如圖3(b)。
R0偏大:出現搭接區的凸出,且兩(liang) 熔道高度不同。並且如在偏大的R0下繼續疊層熔覆,會(hui) 將缺陷遺傳(chuan) 造成缺陷進一步增大,最終導致成形的失敗, 如圖3(c)

圖3 搭接率對熔覆層截麵形貌影響示意圖
搭接處組織性能
(1) 搭接處被激光束重新加熱,樹枝晶更加明顯
(2) 未搭接部分受到熱傳(chuan) 導作用,產(chan) 生自回火,硬度降低。
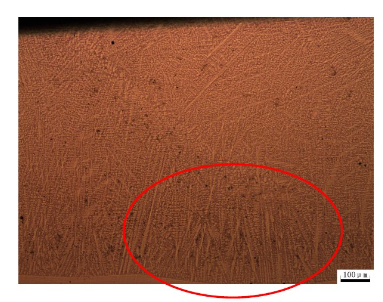
圖4 搭接處金相組織
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們