




一般來說,激光器輸出光束根據物理特性可分為(wei) 單模(single mode)和多模(multi-mode)兩(liang) 種。按照光束質量M2因子的不同,我們(men) 可以將M2因子小於(yu) 1.3的單模激光稱為(wei) 純單模(pure single mode),其LP01模的能量占比接近100%。M2因子在1.3~2.0之間的單模激光稱為(wei) 準單模(quasi single mode),其LP01模的能量占比超過90%並出現少量的LP11模和LP02模。多模激光M2因子大於(yu) 2.0,這種模式下輸出纖芯較大(一般在50μm及以上),模式數目較多。從(cong) 能量空間分布特征上來看,單模激光呈現典型的高斯分布,如圖1左所示,而多模激光則是由多個(ge) 激光模式疊加起來,典型的分布形態是平頂,如圖1右所示。
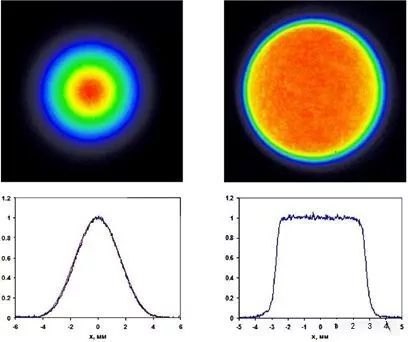
圖1 單模和多模激光能量分布示意圖
湖南大科激光有限公司已推出1000~3000W純單模光纖激光器產(chan) 品和5000W準單模產(chan) 品,其典型值如表1所示。

同等激光功率經相同的光學係統聚焦後,焦點處單模激光的能量密度遠高於(yu) 多模激光。為(wei) 了便於(yu) 比較,表2給出了5000W準單模產(chan) 品和多模產(chan) 品的聚焦參數比較。
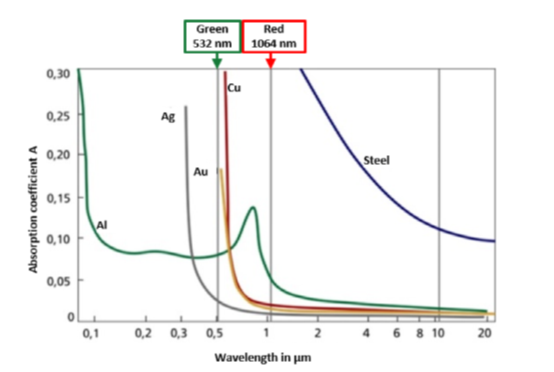
表2 5KW準單模和典型多模聚焦參數對比
注:表中計算以F200/250激光加工頭為(wei) 例。
眾(zhong) 所周知,激光對金屬的加工原理就是通過高能量密度的激光瞬間使金屬產(chan) 生熔化甚至汽化,達到去除或連接的目的。從(cong) 上表可以看出,在相同條件下單模激光在焦點處的能量密度接近多模的11 倍,即使在5mm離焦的條件下,單模的能量密度仍是普通多模的5倍。相對多模激光,單模激光具有如此懸殊的能量密度,通過合理利用,可以非常有效地提高加工能力或效率。
大科單模激光器在普通材料焊接上的優(you) 勢
激光焊接中最常用的應用就是深熔焊,深熔焊是通過小孔效應來吸收激光能量的,單模激光的焦點光斑尺寸小能量集中,因此與(yu) 多模激光相比,單模激光得到的小孔更小、更深,孔內(nei) 壓力更大更穩定,結合光束擺動技術,相同功率的單模激光焊接普通材料時與(yu) 多模激光相比具有以下優(you) 勢:
1、更大的熔深
2、更大的深寬比
3、更小的熱影響區
4、焊縫上下寬度差小(更接近矩形焊縫形貌)
大科3KW單模激光焊接不鏽鋼的焊縫形貌如圖2所示。
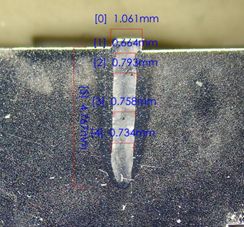
圖2 焊縫形貌
大科單模激光器在高反材料焊接上的優(you) 勢
不同材料對不同波長激光的吸收率如圖3所示,從(cong) 圖中可以看出,用光纖激光(典型波長1080nm)加工高反材料(如Cu、Al、Ag等)時,吸收率極低,常溫下紫銅對1080nm激光的吸收率隻有不到5%, 如此低的吸收率使得一般的光纖激光器很難用於(yu) 加工特別是焊接紫銅、鋁合金等高反材料,這主要體(ti) 現在兩(liang) 方麵:一方麵要求非常高的功率(6mm紫銅焊接,多模激光器的功率需要高達15000W),另一方麵高的反射率會(hui) 引起頻繁的報警甚至會(hui) 對激光器產(chan) 生不可逆的破壞。所以目前市場上使用光纖激光器焊接高反材料(特別是紫銅)的成功應用案例還不多,雖然通快針對這一痛點推出了綠光激光來解決(jue) 這個(ge) 問題,但是目前綠光激光在工業(ye) 上應用存在功率不足和成本高的兩(liang) 大難題。
圖3 不同材料對不同波長激光的吸收率
雖然高反材料常溫下對近紅外激光的吸收率不高,但是形成穩定的匙孔後其吸收率會(hui) 顯著增加,例如焊接紫銅時,匙孔形成後對近紅外激光的吸收率可提高50%。如何在瞬間形成穩定匙孔來提高吸收率和減少熔化時間避免焊縫產(chan) 生嚴(yan) 重的氣孔成為(wei) 解決(jue) 紫銅激光焊接的兩(liang) 大方向,所以紫銅焊接一般使用超高功率、高速度的工藝解決(jue) 方案,但這也帶來了成本增加的難題。
從(cong) 表2可以看出,相同條件下,與(yu) 多模激光相比,單模激光焦點處光斑尺寸明顯減小,能量密度顯著增加,這非常利於(yu) 紫銅激光焊接。但是由於(yu) 單模激光器過小的焦點光斑尺寸,原來認為(wei) 這類激光器不適合激光焊接應用,但光束擺動技術應用後,利用小光斑也可以實現穩定焊接(如圖4所示),而且焊縫的幾何形狀可以得到可控設計,這樣不但避免光斑過小的缺陷同時也發揮了單模激光易於(yu) 形成穩定小匙孔的優(you) 勢。
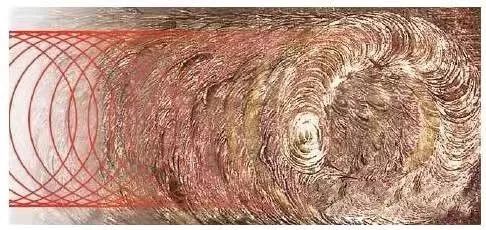
圖4 光束擺動示意圖
大科激光生產(chan) 的2kW單模激光器M2因子小於(yu) 1.2,可用於(yu) 連續焊接紫銅,焊縫深度可達2.3mm且無明顯缺陷,表3給出了大科2kW單模激光器焊接紫銅的結果,實驗表明大科單模激光器在焊接紫銅等高反材料時表現出了良好的適應性,為(wei) 紫銅激光焊接應用提供了有效的解決(jue) 方案。
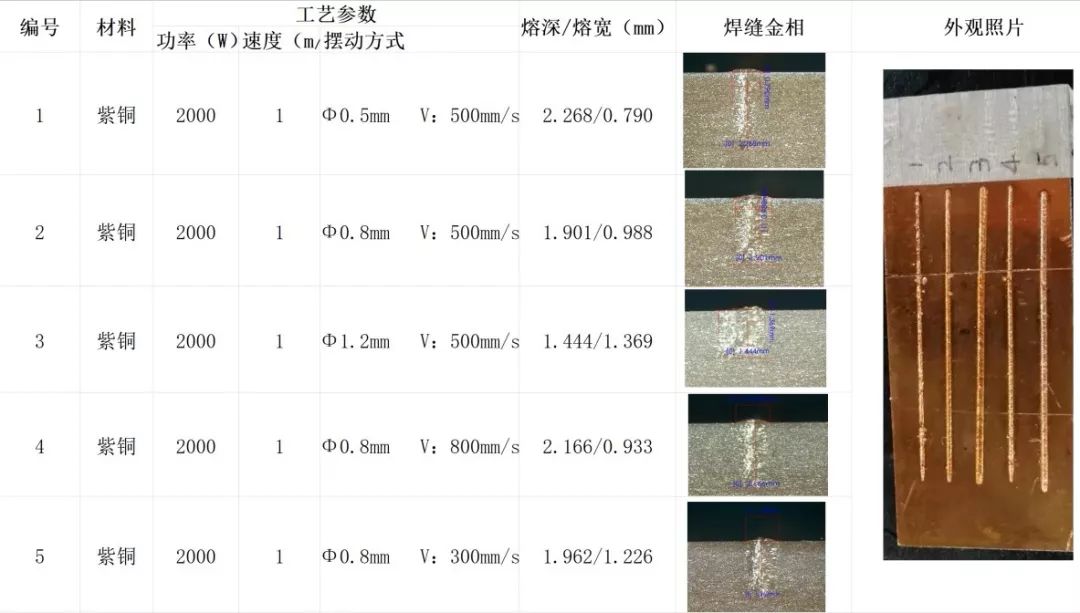
表3 大科單模激光紫銅焊接效果
高反材料中除了紫銅外鋁合金特別是5係和6係鋁合金也是激光焊接的難點,這主要體(ti) 現為(wei) 容易產(chan) 生明顯的氣孔和裂紋。大科單模激光器在鋁合金焊接上也具有明顯優(you) 勢,具體(ti) 對比如下:
總結
1、相同功率下單模激光器的光斑直徑明顯小於(yu) 多模激光器,能量密度遠高於(yu) 多模激光器。
2、大科激光的單模係列產(chan) 品具有極強的抗高反能力,可對高反材料進行不間斷的加工。
3、結合光束擺動技術後單模激光在焊接紫銅、鋁合金等高反材料上具有明顯優(you) 勢,DK-YSM2000AR焊接紫銅深度可達2.3mm,焊縫質量好。焊接鋁合金時可很大程度避免焊縫缺陷,提高焊縫質量。
4、與(yu) 多模激光器相比,單模激光焊接普通材料具有更大的熔深和深寬比、更小的熱影響區、焊縫上下寬度差小(更接近矩形焊縫形貌)的優(you) 勢。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們