




陶瓷基片,又稱陶瓷基板,是以電子陶瓷為(wei) 基板的,對膜電路元件及外貼元件形成一個(ge) 支撐底座的片狀材料。
陶瓷基片具有耐高溫、電絕緣性能高、介電常數和介質損耗低、熱導率大、化學穩定性好、與(yu) 元件的熱膨脹係數相近等主要優(you) 點,但陶瓷基片較脆,製成的基片麵積較小,成本高。
1、絕緣性能好,可靠性高。
2、介電係數較小,高頻特性好。
3、熱膨脹係數小,熱失配率低。
4、熱導率高。
陶瓷基片傳(chuan) 統加工方式主要分為(wei) 兩(liang) 類,分別是模壓法與(yu) 機械加工(車、銑、鑽、磨等)。
模壓法:將陶瓷粉末與(yu) 塑化劑混合後倒入磨具中,施加壓力成行。隻能製作簡單的陶瓷基片,且生產(chan) 效率不高,生產(chan) 周期長。在製作陶瓷基片時,此方法基本淘汰,現在主要用作製取陶瓷基片的胚片。
機械加工:由於(yu) 陶瓷材料具有高硬度,高脆性,容易碎裂的特性,傳(chuan) 統加工難度很大。但傳(chuan) 統機械加工仍可基本滿足陶瓷基片的生產(chan) ,隻是加工效率低,成品率並不高,加工損耗大。
三、激光加工的優(you) 點與(yu) 選擇
激光加工的優點:1、激光加工屬於非接觸式加工,切割精度高、劃線深度可控;2、加工圖形任意編輯,CAD圖紙導入即可,無需開模,生產周期短;3、加工質量高,無毛邊,不崩邊;4、加工速度快,加工成本低;5、可實現精密加工,可加工0.15mm直徑的小孔,加工廢料少。激光加工主要采用CO2激光器與(yu) QCW脈衝(chong) 激光器加工。
CO2激光器:氧化鋁陶瓷片對CO2激光器所發射出來的激光吸收率高,但由於(yu) 其光斑大,無法切割微小圖形、劃線寬度寬,且加工效率比QCW脈衝(chong) 激光低,現在並不推薦使用。
QCW脈衝(chong) 激光器:QCW脈衝(chong) 激光器屬於(yu) 光纖型激光器,波長為(wei) 1070nm,氧化鋁陶瓷對於(yu) 1070nm波長左右的光束吸收率為(wei) 25%左右,但由於(yu) 其光束質量高,光斑較CO2激光器小。所以相對於(yu) CO2激光器來比,其切割速度快,能切割微小圖形,效率相對於(yu) CO2激光器要高。
在此我們(men) 做一份表格進行對比:
|
|
傳(chuan) 統機械加工 |
CO2激光器 |
紅外激光(QCW型) |
|
加工效率 |
慢 |
一般 |
快 |
|
加工損耗 |
大 |
小 |
小 |
|
微小圖形加工能力 |
差 |
一般 |
高 |
|
耗材表現 |
刀具損耗大 |
無 |
無 |
|
加工處理 |
無 |
無 |
需塗抹吸收劑 |
|
加工單價(jia) |
高 |
低 |
低 |
從(cong) 表格中我們(men) 可以看出,激光在陶瓷基片的加工上具有極大的優(you) 勢,尤其以QCW脈衝(chong) 型紅外激光表現突出。但QCW脈衝(chong) 型激光器也有一個(ge) 問題,就是氧化鋁陶瓷片對紅外激光的吸收率並不高,僅(jin) 為(wei) 25%,這就導致加工的不穩定性。
其實有很多種方法可以增強氧化鋁陶瓷對紅外激光的吸收率,基本都是在氧化鋁陶瓷表麵塗抹一層吸光劑,以增強吸光率。大多數吸光劑的主要成分基本都是胭脂紅、誘惑紅加溶劑。但此類吸光劑的製取較為(wei) 複雜,製備時,先將誘惑紅和胭脂紅混合攪拌均勻;將混合粉體(ti) 投入到器皿中,加入溶劑進行調配,混合均勻;將器皿加入磁子,放在磁力攪拌器上,通過加熱和磁子旋轉攪拌方式,使粉體(ti) 均勻溶解,形成塗覆溶液。當然,在陶瓷基板表麵塗抹灰塵之類的做法也可以增加吸光率。
現我們(men) 介紹一種簡單的吸光劑,無論是購買(mai) 還是製取都十分方便。這種吸收劑是由水性紅墨水組成,將紅墨水倒出後,將其風幹一段時間至粘稠狀即可,使用時使用布料沾取後均勻塗抹在陶瓷片上。
我們(men) 將沒有進行塗抹吸光劑、塗抹灰塵以及塗抹了兩(liang) 種吸光劑進行對比:
|
|
無吸光劑 |
塗抹灰塵 |
塗抹吸光劑 |
塗抹紅墨水吸光劑 |
|
主要材料 |
|
灰塵 |
胭脂紅、誘惑紅 |
紅墨水 |
|
原材料購買(mai) 難易 |
|
無 |
購買(mai) 較為(wei) 困難 |
極易購買(mai) |
|
製取複雜程度 |
|
無需製取 |
製取複雜 |
製取簡單 |
|
製取時設備需求 |
|
無 |
需要專(zhuan) 業(ye) 設備 |
無 |
|
使用複雜程度 |
|
塗抹均勻較為(wei) 困難 |
塗抹均勻非常簡單 |
塗抹均勻非常簡單 |
|
使用後加工情況 |
加工不穩定,易出現斷光 |
加工穩定,無斷光現象 |
加工穩定,無斷光現象 |
加工穩定,無斷光現象 |
|
加工後清洗情況 |
無需清洗 |
清洗困難 |
簡單衝(chong) 洗即可 |
簡單衝(chong) 洗即可 |
|
是否具備大規模生產(chan) 可能性 |
加工不穩定,無法大規模生產(chan) |
很難做到大規模生產(chan) |
可以做到大規模生產(chan) |
可以做到大規模生產(chan) |
在表格中,我們(men) 可以看出,在不塗抹任何東(dong) 西時,加工不穩定,成品率低;塗抹灰塵時,僅(jin) 適合對表麵要求不高且小批量的加工;塗抹傳(chuan) 統吸光劑時可進行大批量穩定加工,但製取吸光劑需要專(zhuan) 業(ye) 設備,購買(mai) 原材料較為(wei) 困難;塗抹紅墨水時,也可以進行大批量穩定加工,在購買(mai) 原材料與(yu) 製取時都極為(wei) 簡單。
實驗人:
銘鐳激光工程師
實驗機型配置:
激光器:QCW150-1500激光器
切割頭:
光纖切割頭KC-15
工作平台:
銘鐳陶瓷激光切割工作平台
控製軟件:
銘鐳運動控製係統
調試出最佳參數為(wei) :
切割速度:1.5米/分、切割高度:0.5mm、劃線速度6米/分、劃線高度0.8mmm、切割劃線焦點均為(wei) -0.5。
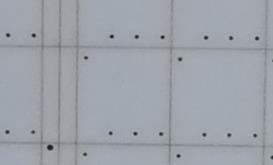
下麵我們(men) 將調試出的最佳效果展示一下,沒有塗抹吸光劑與(yu) 塗抹紅墨水吸光劑的效果差距很大。
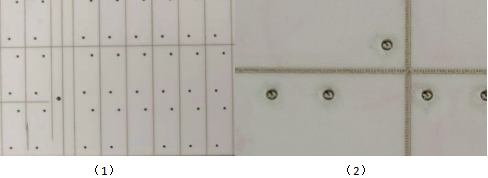

如圖1、2所示,未使用任何吸光劑,激光劃線時會(hui) 出現斷光,切割不斷的情況發生。劃線深度也不統一,劃線深度不可控。


(3)
如圖3所示,將由紅墨水製取的吸光劑塗抹陶瓷片後,無斷光現象發生,切割質量高且穩定,切割處無毛刺,無崩邊。

(4)
如圖4所示,由於(yu) 吸光劑的原材料為(wei) 水性紅墨水,使用流動水衝(chong) 洗後無殘留,再經過超聲波清洗後效果更佳。


(5)
如圖5所示,在使用吸光劑後,劃線深度穩定,無斷光現象發生,劃線深度均為(wei) 0.3mm,符合生產(chan) 要求。
從(cong) 以上圖片可以看出,紅墨水吸光劑可顯著提高氧化鋁陶瓷對紅外激光吸收率,可保證大批量穩定加工。在現在這個(ge) 注重效率的時代,使用紅外激光(QCW脈衝(chong) 型激光)可顯著提高生產(chan) 效率,以前加工不穩定的問題也得到了解決(jue) 。紅外激光(QCW脈衝(chong) 型激光)可為(wei) 我國加工更多的精密氧化鋁陶瓷基片,降低我國對進口的依賴,極大的帶動了我國的電子產(chan) 業(ye) 。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們