




眾(zhong) 所周知,激光具有“單色性好、高方向性、高相幹性和高亮度”等特點。而激光焊接也是應用激光器發出的光,經過光學處理後使激光光束聚焦,產(chan) 生巨大能量的光束,照射到需焊接材料的焊接部位,讓其熔化成型永久性連接的工藝過程。
十幾年前,國內(nei) 用於(yu) 激光焊接的主要激光器是固體(ti) 燈抽運激光器,其能耗、體(ti) 積都較大,為(wei) 了解決(jue) 其光路方向不易改變等缺點,引進了光纖傳(chuan) 輸的激光焊接設備。而後受到國外的手持光纖傳(chuan) 輸設備的啟發,生產(chan) 出了自己的手持激光焊接機。
這算是國內(nei) “第一代的手持激光焊接機”,由於(yu) 采用光纖柔性傳(chuan) 輸,讓焊接設備在操作便捷性方麵有了很大程度地提高。
那麽(me) 當時“第一代的手持激光焊接機”和氬弧焊哪個(ge) 好呢?大家總喜歡這麽(me) 問。其實嚴(yan) 格來說這是兩(liang) 種類型的設備,工作原理不同,不能單純地進行比較,隻能說它們(men) 各有各的適用場合。下麵我們(men) 就來看看各自適用的場合。

手工氬弧焊優(you) 點:
1. 價(jia) 格便宜,體(ti) 積小;
2. 比較適合1 mm以上的材料焊接;
3. 焊接強度高,適用絕大多數材料;
4. 焊斑較大,外觀漂亮。
氬弧焊缺點:
1. 熱影響區較大,容易產(chan) 生變形;
2. 對於(yu) 1mm以下的板材容易產(chan) 生
缺陷;
3. 弧光和廢煙對人體(ti) 有一定危害。
所以,手工氬弧焊比較適合中厚度板材焊接,有一定強度要求的結構件的焊接。薄板焊接如果邊角處想獲得直角的焊縫,後期打磨拋光的工作量會(hui) 比較大,而且容易產(chan) 生焊接缺陷。





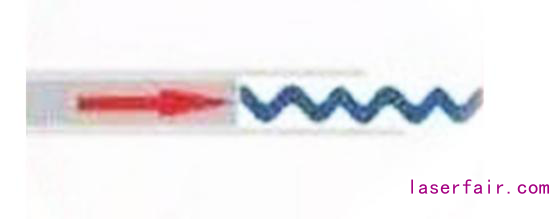
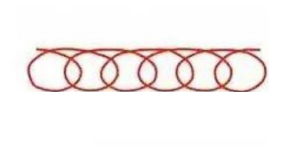
如果把擺動頻率降低,手動焊接一直線,兩(liang) 種焊接方式會(hui) 呈現出下麵兩(liang) 種不同的軌跡,如下圖:
下麵是尚拓激光最新款手持激光焊接機產(chan) 品現場應用的案例:

轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們