




隨著經濟的快速發展,在基礎設施,運輸,能源,海洋工程等各個(ge) 領域,金屬腐蝕造成的損失逐漸增加。隨著粉末冶金的飛速發展,激光增材製造(LAM)技術展現出顯著的優(you) 勢,包括製造周期短,成本低等。粉末冶金的激光增材製造(LAM)技術不僅(jin) 可以修複損壞的零件,還可以增強材料表層性能。因此粉末冶金的LAM技術為(wei) 金屬結構的修複和延長其使用壽命提供了新的手段。在鋼材中,雙相不鏽鋼具有較好的抗腐蝕性和韌性。雙相不鏽鋼具有奧氏體(ti) 和鐵素體(ti) 不鏽鋼的優(you) 點。關(guan) 於(yu) 雙相不鏽鋼的LAM研究較少,還有待開發。
來自西安交通大學的研究人員通過使用自製的雙相不鏽鋼粉末,在廣泛使用的SAF2205雙相不鏽鋼基板上進行了基於(yu) LAM技術的激光熔覆實驗。在此基礎上,深入研究了熔覆層的組織和性能,以及熔覆層與(yu) 基體(ti) (BM)之間的界麵。相關(guan) 論文以題為(wei) “Laser additively manufactured intensive dual-phase steels and their microstructures, properties and corrosion resistance”發表在Materials and Design。
論文鏈接:
https://doi.org/10.1016/j.matdes.2020.108710

本研究使用熱軋2205雙相不鏽鋼作為(wei) 基材。采用電極感應熔融氣體(ti) 霧化法(EIGA)製備的雙相不鏽鋼粉末作為(wei) 激光熔覆沉積材料,粉末粒徑範圍為(wei) 53-180μm。自製雙相鋼粉中Ni含量比基材高2.5%。
研究發現,在單焊道激光熔覆試驗後,焊接接頭晶粒尺寸略有增加,且大部分奧氏體(ti) 從(cong) 棕灰色鐵素體(ti) 相的邊界析出。大量分散的奧氏體(ti) 也從(cong) 鐵素體(ti) 晶粒的內(nei) 部析出,呈現出不同的形狀,例如條形、點狀和塊狀奧氏體(ti) 。未發現細孔缺陷和裂紋。熔覆層顯微硬度達330HV,比BM提高約15%,這是由於(yu) 激光熔覆過程中的快速冷卻速度,鐵素體(ti) 的含量明顯高於(yu) 奧氏體(ti) ,並且熔覆層的顯微組織中的位錯密度較高。
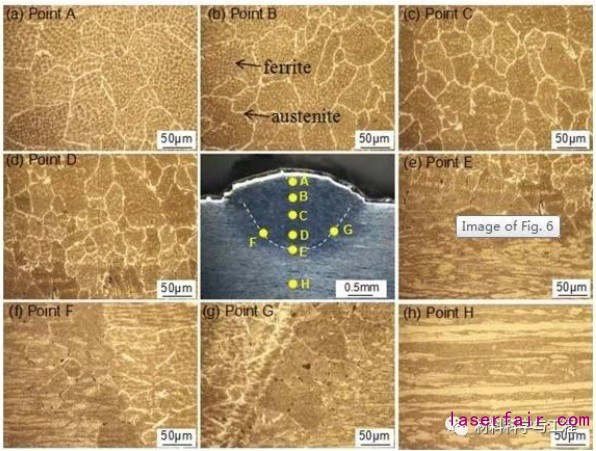
圖1 進行單焊道激光熔覆後截麵的顯微組織
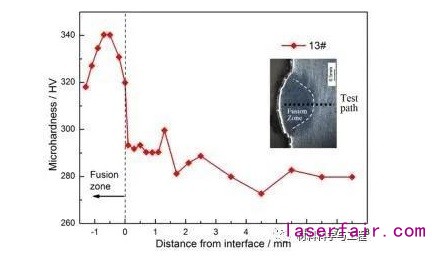
圖2 單焊道LAM的顯微硬度分布
在雙相不鏽鋼板上進行多層多焊道激光熔覆,發現熔覆層區的條紋狀和羽毛狀的白色奧氏體(ti) 緊密地分布在黑色鐵素體(ti) 的內(nei) 部和邊界。熔覆層/BM界麵周圍的晶粒尺寸比熔覆層上端的晶粒粗大,這是因為(wei) 快速激光熔覆後的冷卻速度以及熔覆的上端被後續熔覆進行預熱。整個(ge) 覆層的顯微硬度分布在305-360HV範圍內(nei) ,平均顯微硬度約為(wei) 328 HV。
沿激光掃描方向的包層的抗拉強度和伸長率的分別為(wei) 956 MPa和約40%;BM的抗拉強度和伸長率分別約為(wei) 760 MPa和43%。沿垂直於(yu) 激光掃描方向抗拉強度和伸長率分別為(wei) 899 MPa和37%;BM的抗拉強度和伸長率分別約為(wei) 775 MPa和39%。激光熔覆過程中的快速冷卻速度導致鐵素體(ti) 的含量明顯高於(yu) 奧氏體(ti) ,並且熔覆層的微觀結構中的位錯密度較高,這使得熔覆層的拉伸強度顯著高於(yu) 基體(ti) 的拉伸強度,但伸長率卻略有下降,均為(wei) 韌性斷裂。耐腐蝕性能也有所下降。
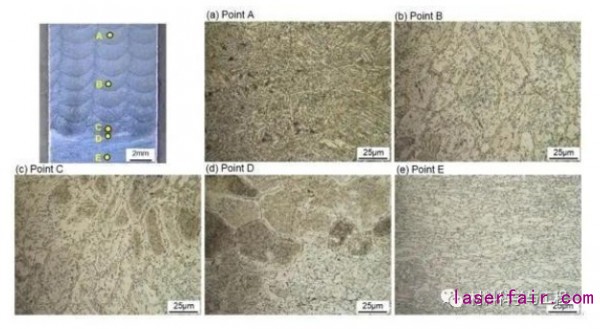
圖3 多層多焊道激光熔覆的橫截麵的顯微組織
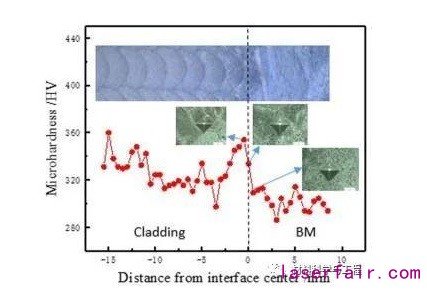
圖4 多層多焊道激光熔覆層的顯微硬度分布
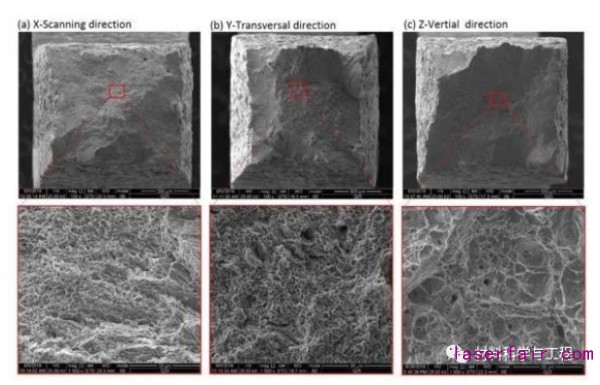
圖5 拉伸斷裂的SEM圖像,拉伸方向(a)沿掃描方向,(b)沿橫向方向,(c)沿垂直方向
綜上所述,通過正交試驗得出最佳工藝參數為(wei) 激光功率1300W,掃描速度480mm/min,送粉速度12g/min。與(yu) 2205基板相比,使用自製的雙相不鏽鋼粉末製備的覆層的顯微硬度得到了改善,覆層的平均顯微硬度與(yu) 2205基板相比提高了約15%。熔覆層中奧氏體(ti) 和鐵素體(ti) 相的比例分別約為(wei) 47%和37%。本文得出了最佳工藝參數,可為(wei) 後續雙相鋼激光熔覆提供參考。(文:破風)
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們