




鋁是熱和電的良導體(ti) ,高密度的自由電子使它成為(wei) 光的良好反射體(ti) 。激光焊接鋁合金時在初始階段即要求較高的輸出功率,以保證必要的功率密度。而當焊接熔池小孔形成後,其對光束的吸收率迅速提高,促使焊接過程順利進行。但鋁合金激光焊也存在較多缺陷,主要體(ti) 現為(wei) 氣孔和裂紋。
針對以上問題尋求解決(jue) 方案,首先應在進行激光焊前對鋁合金材料進行適當的表麵處理,如電解拋光和打磨處理,同時用有機溶劑去除油汙,處理完成後最好在24小時內(nei) 進行焊接。特別提醒:焊接時為(wei) 避免回反光損壞激光頭和激光器,可讓激光頭傾(qing) 斜一定的角度。
此外,飛博激光針對上述問題也給出相應對策,如開發出波形編輯軟件,高光束質量激光器和點環光斑激光器,有效減少焊接表麵的炸點以及氣孔、裂紋和飛濺等缺陷,同時也擴大了焊接工藝窗口,提升了焊接的工藝穩定性。以下,我們(men) 將對這三種方案進行具體(ti) 介紹。
波形編輯軟件應用:鋁的導熱性比較好,可根據鋁合金的材質、厚度和表麵狀態等設置不同的焊接波形。如圖前置的尖端波型進行焊接,也可以采用前預熱後保溫的波型進行焊接,均對減少炸點和氣孔起到一定的作用。
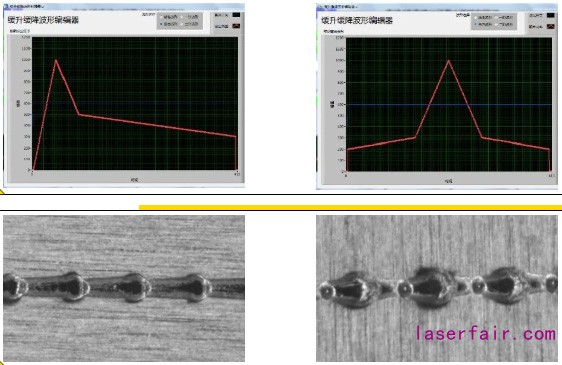
不同波形激光的焊接效果對比
高光束質量激光器應用:高光束質量激光器可以在較低功率條件下形成焊縫,並可提升焊接速度和減少氣孔。高光束質量激光器配合常用的擺動頭進行焊接,會(hui) 對熔池有攪拌作用,可減少低熔點共晶物匯集,降低裂紋傾(qing) 向。高光束質量也會(hui) 擴大焊接工藝窗口,提升焊接的穩定性。
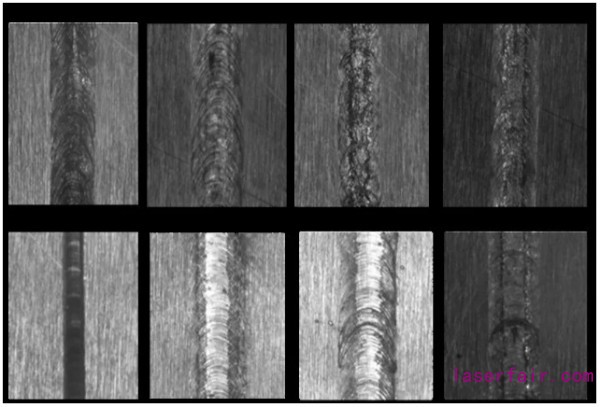
高光束質量激光器焊縫狀態
常規激光器焊縫狀態
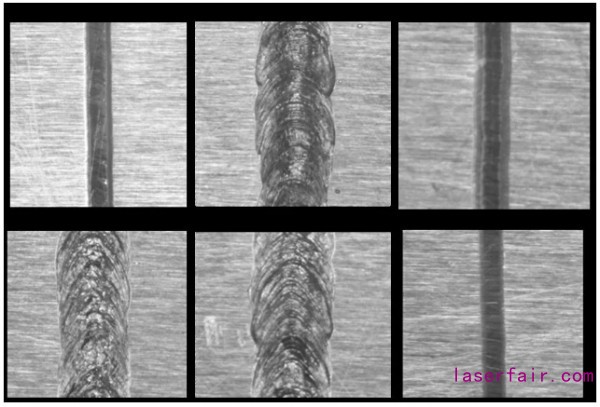
點環光斑激光器應用:點環光斑6KW光纖激光器可有效減少焊接飛濺。它以穩定匙孔來降低飛濺和有效提高焊接速度增加產(chan) 能做為(wei) 核心優(you) 勢點,可廣泛的應用在各類金屬加工行業(ye) ,尤其是針對鋁合金、銅等材料在新能源汽車電池盒和鋁合金車身方麵的焊接應用;同時針對鍍鋅鋼板、中高碳鋼等材料在減少氣孔和裂紋等方麵也展示出了優(you) 異的性能。
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們