




在環保被越來越重視的時代,工藝的成本大幅下降,激光焊接專(zhuan) 用塑料開始國產(chan) 化這3個(ge) 因素之下,塑料激光焊接技術被越來越頻繁的提及,其技術的應用也逐漸被大家所知,比如在汽車行業(ye) 、醫療行業(ye) 、家電行業(ye) 以及電子電器行業(ye) 等的應用。在焊接工藝的應用中,焊接質量的考量關(guan) 鍵在於(yu) 對焊縫的檢測,焊縫的美觀、密封性、耐老化性以及力學性能抗衝(chong) 擊等,本文就塑料激光焊接的焊縫設計做一個(ge) 簡單的介紹。

一、焊接部件設計的基本要求
注塑件的焊接性能主要有以下幾個(ge) 方麵決(jue) 定:
元器件的設計要求;
所使用的焊接工藝;
零件的材料;
零件的結構。
為(wei) 了能夠在焊接區域內(nei) 產(chan) 生焊接過程中所需的焊接壓力,焊接部件的結構需要根據使用的焊接工藝進行設計。激光透射焊接中,要求透射激光的部件具有較高的透射率,使得激光光束能夠直接作用於(yu) 焊接區域。而焊接半結晶塑料或者填充塑料時,需要在保證部件機械性能的基礎上,使激光的穿透深度盡可能的淺。
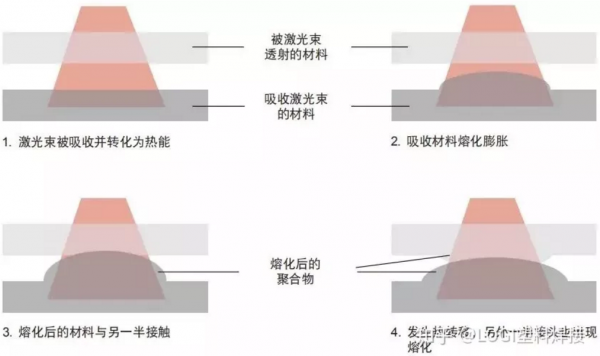
二、 激光透射焊接的基本原理
激光透射焊接中,激光光束穿透上層透射部件,照著到下層吸收激光的部件。激光能量被吸收部件中的染料或添加劑顆粒吸收,轉化為(wei) 熱量。吸收部件融化,通過熱傳(chuan) 導,熱量傳(chuan) 遞到上層透射零件中。在焊接開始前,兩(liang) 部件在外部壓力的作用下相互接觸。焊接過程中,零件被局部加熱,材料的熱膨脹會(hui) 提供附加的內(nei) 部焊接壓力。在內(nei) 部和外部焊接壓力的共同作用下,兩(liang) 部件被牢固的焊接在一起。激光光束和焊接部件的相對移動形成整條焊縫。
三、 材料的光學性能要求
在激光透射焊接中,對兩(liang) 焊接部件光學性能的要求有很大的不同。焊接的先決(jue) 條件就是一個(ge) 焊接部件激光透射率很高,而另一個(ge) 部件激光吸收率很高。同時,兩(liang) 焊接部件的激光反射率都不能太高,否則要使用很高的激光能量密度才能夠使焊接區域內(nei) 的材料熔化。

激光穿透塑料的表現
在近紅外光譜範圍內(nei) ,無添加劑的熱塑性塑料通常都有很高的激光透射率。同時,不透明的局部結晶塑料、著色塑料以及使用特殊染料著色的黑色塑料也可能具有足夠的激光透射率。而通過添加激光吸收劑,可以使焊接部件在表層吸收激光能量。
四、焊接接頭型式的工程設計
需要根據焊接任務的要求,來設計零件焊接區域的形狀。焊接工藝的選擇、注塑零件的形狀以及兩(liang) 焊接零件的光學和機械性能決(jue) 定了焊接接縫的型式。注塑件中的交疊部分(如接套、插槽、定位結構等)不能位於(yu) 激光光源與(yu) 焊接接縫之間,因為(wei) 這樣會(hui) 產(chan) 生陰影阻礙激光傳(chuan) 輸。
激光透射焊接一般可以分為(wei) 有焊縫位移和無現焊縫位移兩(liang) 種形式。
如果焊接過程中無焊縫位移,那麽(me) 焊接接頭型式與(yu) 膠接技術中的接頭型式基本相同(如圖1)。
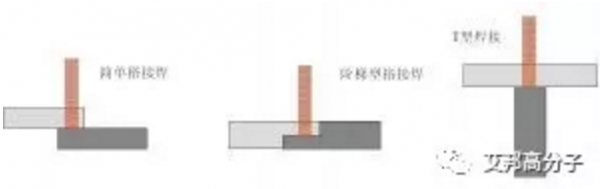
圖1
激光透射焊接工藝中,在不出現焊縫位移的情況下,為(wei) 了能夠得到較高的焊縫強度,兩(liang) 焊接部件的接觸麵必須平滑均勻,焊接前避免存在接頭間隙。焊接時,兩(liang) 焊接部件需要使用加緊裝置(如氣動加緊裝置)夾緊。而對於(yu) 環形部件,可以通過兩(liang) 部件的過盈配合來減小接頭間隙(如圖2)。
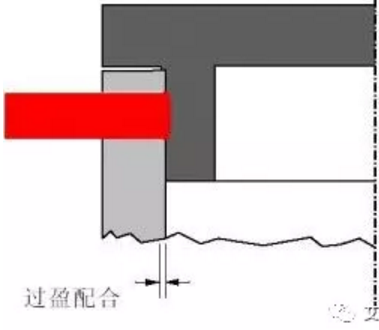
圖2 環形焊接部件的過盈配合
對於(yu) 存在焊縫位移的焊接,要求其中一個(ge) 焊接部件必須能夠產(chan) 生位移。設計時,應該避免零件的邊界、加強筋以及隔板等阻礙焊縫位移的產(chan) 生。而且在部件設計時,需要設計空腔用於(yu) 存貯熔化的塑料,以改善零件的外觀(如圖3)。

圖3 有焊縫位移的焊接接頭形式(可以存貯熔化的塑料)
在焊接過程中,加緊裝置不可以幹涉激光光束的傳(chuan) 輸(如圖4)。在設計時,要特別注意加緊裝置和焊接部件的相對位置關(guan) 係。

圖4 有焊縫位移的焊接接頭設計舉(ju) 例
轉載請注明出處。

 相關文章
相關文章
 熱門資訊
熱門資訊
 精彩導讀
精彩導讀



















 關注我們
關注我們